Cutting Tools
The various cutting tools in the various shops in workshop practices are discussed below :-
Hack Saw
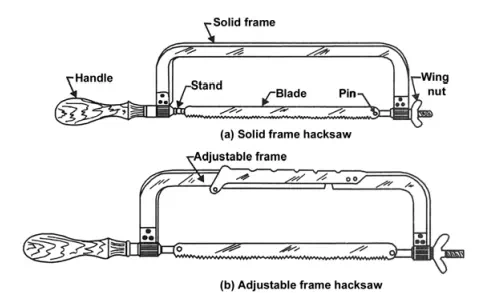
The hacksaw is the chief tool used by the fitter for cutting rods, bars and pipes into desired lengths. It consists of a metal frame, which may be solid, as shown in Fig. 2.15 (a), or adjustable, as shown in Fig. 2.15 (b). The blade fits over two pegs which project from the pins sliding in the ends of the frame. The wing nut at the front end to the frame is for tensioning the blade. The blades are made of carbon or high-speed steel and may be finished with the cutting edge only hardened or they may be hard all over. The soft-backed blades are tougher and less liable to break then the all-hard blades. The blades are specified by its length and the point or pitch. The length of the blade is the distance between the outside edges of the holes which fit over the pins. The most usual balde for hand work is 250 mm long and 12.5 mm wide. The point or pitch is measured by the number of teeth per 25 mm length.
The points of the teeth are bent, as shown in Fig. 2.16 (a), to cut a wide groove and prevents the body of the blade from rubbing or jamming in the saw cut. This bending of the teeth to the sides is called the setting of the teeth as shown in Fig. 2.16 (b). Usually alternate teeth are set to right and left, every third of fifth tooth left straight to break up the chips and help the teeth to clear themselves. The fine-toothed blades for cutting thin metal are sometimes made with a wavy set to minimize stripping of the teeth from the blade.
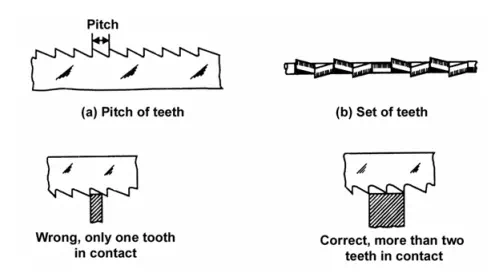
The choice of the blade for any particular class of work depends upon the pitch of the teeth and at least two or three teeth should be in contact with the surface being sawn, as shown in Fig. 2.16 (c). If this is not attained, the teeth will be stripped from the blade and sawing too sharply over a corner will also result in teeth being torn off.
The best all-round blade for hand use is one with 16 to 18 teeth per 25 mm. For other special classes of sawing, the following blades should be used :
a. 14 teeth per 25 mm, for solid brass, copper and cast iron.
b. 24 teeth per 25 mm, for silver, steel and thin cast steel rods.
c. 32 teeth per 25 mm, for sheet metal and tubing e.g., steel, copper and conduit tubing.
The following should be kept in mind while using a hacksaw :
i. The blade must be strained tightly in the frame and steady strokes (about 50 per minute)should be used.
ii. The breakage of blades may be due to the following reasons :
a. rapid and rratic strokes,
b. too much pressure,
c. blade held too loosely in the frame, and
d. work not held firmly in the vice.
iii. Solid metals should be cut with a good pressure and thin sheets and tubes with light pressure.