Metal Powder Additive Manufacturing
Additive manufacturing technologies are currently one of the fastest growing manufacturing processes. The technologies provide engineers an innovative approach for design and manufacture of parts. They substantially reduce the amount of post‐processing and improve product quality by producing parts with form the closest to computer model data. All the variety of additive technologies are available in the annual report [1].
An important part of additive manufacturing of metal parts is the initial material. There are different approaches of additive manufacturing, which use different types of initial materials, and the most popular technologies, such as selective laser or electron beam melting, laser cladding, and binder jetting, use initial material in the powdered form [2–4], but there are also technologies which use initial material in sheet or wire form [5, 6].
In the chapter, the state of art of metal powder based on additive manufacturing will be presented. The chapter considers three main themes—metal powders, properties of metal powders, additive technologies, and properties of metal parts. It will be shown the methods for mass production of metal powders for additive manufacturing technologies, descriptions on characterization of powder properties and microstructure and mechanical properties of metal samples.
Technologies of metal powder production
There are various technologies for mass metal powder production, and it should be marked that in the chapter will be shown technologies available for mass powder production and will not be considered such technologies as sol–gel, chemical vapor deposition, and physical vapor deposition that allow to receive nanosized powders with unique properties but not applicable in additive manufacturing at this moment. One of the main requirements for using of metal powder in additive manufacturing and receiving reliable and repeatable results is a spherical form of particles. Some technologies allow to produce a spherical or near to spherical powder shape directly after synthesis of powder, whereas the other technologies require a further processing to achieve the desired particles shape. Technologies for the production of metal powder conventionally are separated on base of the following methods: physical–chemical and mechanical ones. The physical–chemical methods are associated with physical and chemical transformations, chemical composition, and structure of the final product (metal powder) and significantly differ from raw materials. The mechanical methods include various types of milling processes and jet dispersion melts by high pressure of gas or liquid (also known as atomization).
MECHANICAL METHODS
Atomization is the most widespread technology for the mass production of metal powders for additive manufacturing. There are various methods; the most popular is a gas atomization process; similar to water atomization technology, another one is a plasma atomization, also known as rotating electrode atomization; and less popular is a centrifugal atomization.
The main principle of all atomization technologies is a disintegration (dispersion) of a thin stream of molten metal by subjecting it with impact of gas, high pressure of water, plasma, rotating forces etc. During this impact, molten metal is divided on small droplets, which rapidly crystallize in flight before they reach atomizer walls.
Gas atomization—at this moment, this is the main process for producing of metal powders for additive manufacturing. The process steps involved into the production of metal powders are melting, atomizing, and solidifying of the respective metals and alloys. Gas atomizers are usually equipped with a furnace for melting under vacuum or rarely under protective atmosphere, with feeders of liquid alloy with nozzles in atomizing chamber, where a thin flow of the melted alloy dispersed on small droplets by high pressure of inert gas, and the droplets solidify during the flight in atomizing chamber. Powders produced by gas atomization have a spherical shape, high cleanliness, fine, and homogeneous microstructure (thanks to rapid solidification).
One of the European leaders in producing of equipment for gas atomization is the German company ALD vacuum technologies GmbH. The company offers different modifications of gas atomizer for producing of different alloys, which allow to produce powders and a wide range of metals and alloys. Two main modifications are VIGA and EIGA. The first one is decrypted as a vacuum induction melting combined with inert gas atomization, and this is the most popular system that allows to produce powders of nonreactive metals and their alloys. The second one is decrypted as electrode induction melting gas atomization, and this system uses the high‐reactive metals and alloys such as titanium for powder production. The other modifications are less popular and have been used in special cases:
● – Plasma melting induction guiding gas atomization (PIGA) uses a plasma burner instead of melting induction and water‐cooled copper crucible. This system usually used for the production of ceramic‐free and reactive high‐melting alloys;
● – Electroslag remelting–cold wall induction guiding (ESR‐CIG) was especially developed for the production of high performance of superalloys. It uses the so‐called “triple melt process” for reaching the highest level of cleanliness and chemical homogeneity of powder. This system uses water‐cooled copper crucible, same as in PIGA, and raw material in form of an electrode, as in EIGA;
● – Vacuum induction melting based on the cold wall crucible melting technology combined with inert gas atomization (VIGA‐CC) was developed for the production of reactive alloys, which are difficult to produce in electrode form (for example, brittle intermetallic TiAl alloys) and use water‐cooled copper crucible with a bottom pouring system [7].
Powders obtained by gas atomization process usually have a spherical or near to spherical shape and have particle sizes, which mostly can be used in additive technologies. It should be noted that particle size distribution has a strong dependence on the type of atomized alloy and used system.
Water atomization is similar to gas atomization process, but instead of gas, it uses high pressure of water steam as atomizing medium. The water atomization is used mostly for the production of powders, unreactive materials such as steels. Due to higher cooling rates in comparing to the gas atomization, particles have irregular shapes. The main advantage of water atomization consists in the fact that it is less expensive process than the other types of atomization; disadvantage is in the limitations of purity, especially for metals and alloys inclined to oxidation.
Another relatively non‐expensive process is a compressed air atomization. This process also is used to produce unreactive materials, and particles shapes have many defects such as satellites, internal porosity etc.
Plasma atomization is a relatively new process, which was developed for production of high‐purity powders of reactive metals and alloys with high melting point such as titanium, zirconium, tantalum etc. Plasma atomization allows to produce fine particle distribution powders with highly spherical particles shape and low content of oxygen. The initial material for plasma atomization process is a metal wire. Wire feedstock is fed into a plasma torches that disperse wire into droplets with subsequent solidification in powder form. Particle size distribution of powder produced by plasma atomization is 0–200 μm.
The use of a wire has advantages over the typical gas atomization process. The most significant advantage consists in the fact that the metal feedstock, and more importantly the melt, does not come into contact with cold solid surfaces. This is another approach in comparison with the use of cooling crucible to receive high‐purity powders. The first production step is a wire feeding, and the speed of the wire should be monitored in order to control and adjust the resulting particle size distribution. The low flow rate of argon is used because of using argon plasma as the atomizing medium as well as heat source, since the heated gas has a higher velocity, and thus, a stronger atomization force is applied. Additionally, the use of a hot atomizing gas instead of a cold one prevents the particles the rapidly freezing of particles together into irregular shapes. The use of plasma as a heating source enables to reach a high superheat and the result of cooling ensures to complete spheroidization. Powder collection is occurred with a typical cyclonic device, and the powder is carefully passivated to ensure the safe manipulation in the open air [8].
There is a limitation for plasma atomization technology—initial material has to be flexible enough to get it in wire feedstock, so it is impossible to atomize materials that can not to be produced in a wire form. There are two companies in Canada, which use plasma atomization as the main process for powder production: AP&C (ex Raymor) and PyroGenesis, both companies produce powders with the focus on application of additive manufacturing.
The other types of atomization processes comprise a number of centrifugal atomization processes. There exist several schemes of using centrifugal forces for dispersing of molten metal; however, two types of such processes are more popular. The first type is a rotating electrode process (REP); a metal electrode is rotated with high velocity; and the free end is melted with an arc between the metal electrode and the tungsten electrode; if a plasma arc is involved, the process is known as plasma rotating electrode process (PREP). This process is used for the production of high‐reactive powders. Melting of the electrode is carried out in an inert atmosphere. Powder particles produced by rotating electrode processes have a spherical shape with smooth and high‐quality surfaces. The particle size distribution is from 50 to 400 μm with D50 around 200 μm. In spite of all advantages, there are also disadvantages of these methods. A major of them is a limitation of rotational speed, which restricts the minimum of median particle size to about 50–150 μm. Also, the production of high‐quality metal electrode has a high cost; productivity is low; and energy consumption is high compared to other atomizing processes. In the second type of centrifugal atomization, a molten stream of metal is allowed to fall onto a rotating disc or cone, which disperses the melt on droplets under centrifugal forces [9, 10].
Mechanical milling was long time one of the most widespread method for the production of iron powder [11]. The conversion of raw material into powder form with mechanical milling occurs in a solid or liquid state. Milling of solids is meant to reduce the primary raw size by destroying them under influence of external forces. There are three types of milling process—crushing, grinding, and attrition. It is possible to combine the different types of treatment of material for reaching the purpose: compression (static), collision (dynamic), shear (incision). The first two types allow to obtain a large size of particles, and the second and third types are used for receiving of fine powders.
Mechanical alloying is a completely solid‐state powder processing technique. The process consists of repeated welding, fracturing (crushing), and rewelding of powder particles in a high energy mills. The process due to high intensity of impaction on the fine particles allows to receive powders with non‐equilibrium phases (metastable crystalline and quasicrystalline phases), amorphous alloys, nanosized structure. Also the process is used to produce and develop new materials and alloys such as amorphous alloys, intermetallic compound, supersaturated solid phases, and metal matrix composites. The process is used to produce a variety of materials and alloys: supersaturated solid solutions, amorphous materials, intermetallic compounds, and metal‐matrix composites [10, 12].
Different types of milling equipment can be used for mechanical alloying, such as horizontal and vertical attritors, disintegrators, planetary ball mills, shaker mills [10].
The advantage of mechanical milling process consists in the possibility to use different raw materials, and it can be pure components, sponge, fibers, or ore for alloying or waste products of mechanical production: chips, shavings, flakes etc.
PHYSICAL–CHEMICAL METHODS
Electrolysis is known as a physical–chemical process that consists in allocation of electrode components, which occur when the solution or electrolyte melt carry current. Raw material for electrolysis is a metal anode, and in some cases, it is possible to use pressed or sintered waste metal products, choosing needed conditions (composition and viscosity of electrolyte, current density, temperature, etc.) metals can be deposited in powder form. The limitation of electrolysis means an ability to receive pure metal, but not alloys [9].
The leading of chemical process is a carbonyl process, which allows to produce nickel and iron powder. The crude metal reacts with gaseous carbon oxide under pressure and temperature that lead to the formation of carbonyl, which is decomposed under raising temperature and lowering pressure to metal powder.
Other chemical conversion processes include the following:
● – The manufacture of powders from sponges by thermally decomposing chlorides.
● – The manufacture of powders by hydrogen reduction of salts solution under pressure.
● – Chemical precipitation of metals from solutions of soluble salts. [9]
One of the new technics for powder production for additive manufacturing is plasma spheroidization. In fact, this is not the method for the production but method of additional treatment of non‐spherical powder, which allows to change the shape of particles to ideal spheres.
The world leader in production of plasma spheroidization equipment is a company Tekna. The company's line of products consists of four systems: from laboratory‐scale to industrial‐scale serial production. Depending on parameters of initial powder, it is possible to make controllable process of full melting and get spherical form of particles during the flight through plasma chamber.
The process benefits do not limited by changing of the shape of particles; it also decreases internal porosity of powder, improves powder flowability, increases apparent density, and enhances powder purity. The last one is quite strong benefit for posttreatment powders after several uses in additive manufacturing [13].
Methods of characterization of metal powders properties
In this part of the chapter, standardized methods for the characterization of metal powders will be briefly presented and given that an information about the methods is not standardized, but allow to receive an additional information about properties of metal powders. First, it should be noted that there exists a Technical Committee 119 at the International Standards Organization, since 1967 it has developed and published numerous powder metallurgy standards; most of them have adopted national versions.
All standards of powder metallurgy can be divided in two groups: standards that are similar to material characterization (they are quite typical for non‐powder materials) and standards for the characterization of properties of powder.
The first group includes general standards for the determination of common properties of material that relates to typical methods applicable to compact (non‐powdered) materials: determination of chemical composition and determination of interstitial elements. Chemical composition is usually determined by X‐ray fluorescence spectrometry, wavelength‐dispersive X‐ray fluorescence spectrometry, direct current plasma, or inductively coupled plasma atomic emission spectrometry. Determination of interstitial elements is very important especially for reactive metals and alloys, and it is also important to control oxygen content, because the oxygen content may change after several reusing of metal powder due to heat affecting in additive manufacturing. It is very important to pay attention on O, H, and N content in titanium, tantalum, aluminum, and their alloys; on O, C in refractory and reactive metals and their alloys, and steels and nickel alloys.
The second group of standards includes methods for the determination of next properties of powders: particle size distribution; sieve analysis; flowability; apparent density; skeletal density and determination of porosity; and shape of particles.
Particle size distribution is one of the most important properties of metal powder for the application of additive manufacturing. All AM‐system producers recommend to use powders prepared and supplied by manufacturer of AM system, and also manufacturer gives recommendations for particle size distribution of powders applicable to their systems. Particle size distribution is usually measured by laser diffraction methods, and a typical report of measurement has a graph and table with values of particle sizes and their volume. The general characteristics are D10, D50, and D90, which mean that volume of 10, 50, and 90% particles has a size smaller than respective values.
Sieve analysis is commonly used to change particle size distribution, for example, to separate huge particles. A typical sieve analysis involves a nested column of sieves with wire mesh cloth (screen). It is possible to make particle size distribution suitable to requirements and recommendation of AM‐system manufacturer by sieving.
Flowability of powder effects on smooth coating and equable feeding of powder in AM systems. The main parameters that have an influence on flowability are particle size distribution, density of metal or alloy, shape of particles, and morphology of their surfaces and humidity. Very fine powder (smaller than 10 μm) typically has a poor flowability or do not flow at all, but powder compositions that content fine or big particles have a good flowability. Density of metal or alloy makes effect because the general principle of flowability is to measure the time of flow through funnel (Hall flowmeter) with 2.5 mm diameter orifice 50 g of powder under itself weight, so if the metal or alloy has high density, powder of this metal or alloy will flow faster. Spherical powder flows better than powder with irregular form, because particles do not cling each other. Humidity of powder makes effect of sticking particles together and leads to getting worse results of flowability measurement, so it is strongly recommended to dry powder before using.
Apparent density is the method for the measurement of density of powder compact in a density cup (25 cc) which was received by free flow of powder through a funnel in the density cup. Particle size distribution and shape of particles have influence on apparent density.
Skeletal density shows true solid state density of alloy or powder material. Density depends on quantity of alloying elements, their content in the alloy, and phase composition of material. The determination of skeletal density is made by pycnometry methods. The physical principle of pycnometry is volumetric displacement by fluid and calculation the ratio of the mass to the volume occupied by that mass.
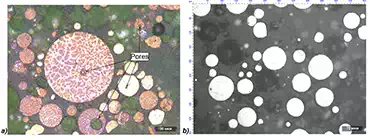
FIGURE 1.
Images of cross section of X22CrMoV powder particles received by gas atomization with internal porosity (a) and Ti–6Al–4V powder received by plasma atomization (b).
It is often used a gas pycnometry where helium or nitrogen is used as fluid medium, because these gases have small atomic sizes and have possibility to penetrate in defects. Sometimes, it is used a liquid pycnometry where dispersion of liquids with high‐penetration properties is used as fluid medium (ethanol, oils, butanol, acetone etc.). Measuring of skeletal density is important for the estimation of quantity of defective particles with cracks, satellites, opened and closed pores (see Figure 1). Pycnometry also may be used for analyzing of compact materials with irregular shape. For the determination of internal porosity of powder particles, preparation of cross sections and investigation by optical of electron microscopy can also be used.
There is no international standard for measuring of particles shape, but there exist national standards (for example, American ASTM E20 and Russian GOST 25849) that content approaches for the description and classification of metal powders by shape (Figure 2).
Determination of shape of particles can be made by optical microscopy, but more representative results may be obtained by scanning electron microscopy (SEM). A shape of particle depends on technology, on which a powder has been made. Spherical and spheroidal shape is more specific for the atomization technologies; angular form is typical for mechanical milling and mechanical alloying; dendritic, rod, needle like, and particles with internal void are obtained by electrolysis and chemical processes; plate‐like and flaky powder can be produced by mechanical milling in shear mode.
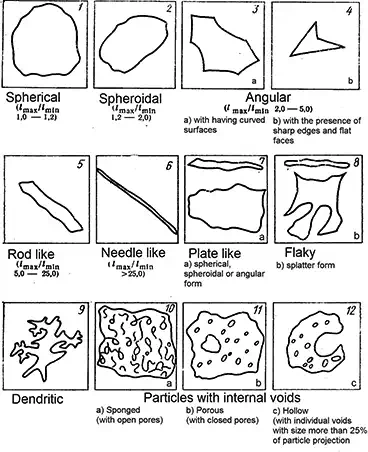
FIGURE 2.
Shapes of powders according to GOST 25849.
In Figure 3, it is shown the scanning electron microscopy images of powders with different shapes.
International standards were developed for traditional powder metallurgy technologies of compacting (hot and cold pressing, hot and cold isostatic pressing, metal injection molding etc.), and additive manufacturing technologies have some particularities, so at this moment, an actual purpose consists in developing of methods of determination of properties of metal powders for AM applications.
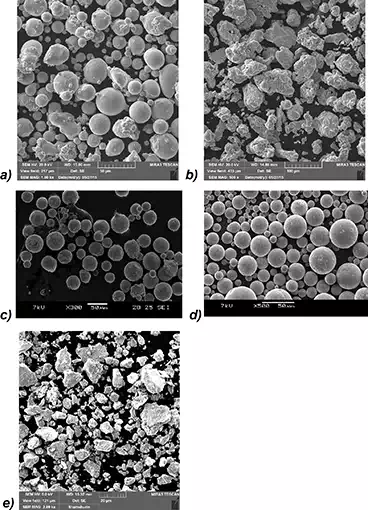
FIGURE 3.
SEM images of powders obtained by different technologies. (a) gas atomized In718; (b) chemical reduction Fe; (c) gas atomized Ti–6Al–4V; (d) plasma atomized Ti–6Al–4V; and (e) mechanically alloyed Fe–18Cr–8Ni–12Mn–N.
One of such methods is described in work [14]. The method is based on measuring of dynamic properties of powder. For measuring, FT4 powder rheometer was used, which allows the measuring of shear, dynamic, and bulk properties. Dynamically determined powder properties are particularly more helpful for defining flowability under the low stress conditions that apply to the most parts of AM process.
Another promising method for testing of powder material was named revolution powder analyzer. The revolution powder analyzer consists of rotating drum covered on the both sides with transparent glass and camera that records pictures of rotating drum (0–200 min-i) before backlight. This method allows the modelling of powder behavior during the coating in powder bed in additive manufacturing systems. As a measuring parameter, the angle of linear regression of the free powder surface measured to a horizontal line is used, just before an avalanche starts [15].
Additive manufacturing technologies and properties of parts produced from metal powders
At this moment, there are three main technologies for additive manufacturing from metal powders: powder bed fusion, directed energy deposition, and binder jetting (Figure 4).
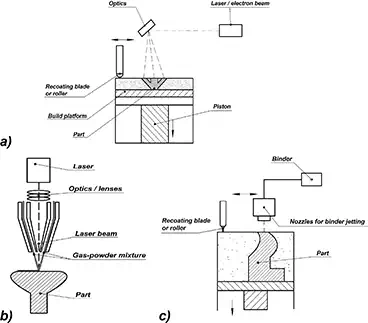
FIGURE 4.
Technological schemes of powder bed fusion (a), directed energy deposition (b) and binder jetting (c).
For powder bed fusion technology, AM‐system manufacturers usually use laser as an energy source [EOS, Concept Laser, SLM Solutions, 3D Systems (ex Phenix Systems), Renishaw, Realizer], but there is one company that offers systems with electron beam (Arcam).
The use of electron beam has some features: First of all, electron beam may effectively work only in high vacuum (laser systems work in inert gas atmosphere), and this is a good advantage in working with high‐reactive metals and alloys such as titanium; the second one is that before selective melting, whole layer of powder treated by multiple passes of low power electron beam for heating and sintering powder bed, this gives some limitation in geometry, because the sintered powder has to be removed after building.
Laser based on the powder bed fusion systems has differences among themselves. EOS, Concept Laser, and 3D Systems of AM systems feed initial powder from the neighboring to the main build platform tank, whereas SLM Solutions, Renishaw, and Realizer systems feed the initial powder from the main tank which is placed in the upper part of the system. This difference may have an influence on needed properties of powder (flowability). One more difference consists in recoating mechanism, and 3D Systems has patented a mechanism with roller, whereas the others use blades and the use of roller may expand a range of available for the process powders and give an advantage in using of fine powder (less 10 μm) with poor flowability.
Directed energy deposition is usually called cladding. Manufacturers of this type of systems use laser as an energy source, and powder is usually fed coaxial to a laser beam with inert gas. Depending on the cladding nozzle, it is possible to manage speed and accuracy (coaxial nozzle gives the highest accuracy, off axis is the fastest), but anyway, it is impossible to build very complex part such as lattice structures, closed cooling channels with this technology. Advantages of the technology consist in capability to deposit more than one material simultaneously, creating functionally graded coatings and parts. Most directed energy deposition systems use a 4‐ or 5‐axis motion system or a robotic arm to position the deposited head, so the build process is not limited to successive horizontal layers on parallel planes. This capability makes the process suitable for adding of material to an existing part, such as repairing a worn part or tool [1].
Binder jetting is a process, by which a liquid bonding agent is selectively deposited through inkjet print head nozzles to join powder materials in a powder bed. Binder jetting is similar to material jetting in its use of inkjet printing to dispense material. The difference lies in the fact that the dispensed material with binder jetting is not a build material, but rather a liquid one, which is deposited onto a bed of powder to hold the powder in the desired shape [1].
Producing of the parts with binder jetting technology includes 3D printing, debinding, sintering, and sometimes infiltration by another material. The advantage of binder jetting technology consists in lack of need to use support structures; powder bed makes this role; and the absence of high‐temperature gradients and phase transformations allow to save desired shape of a future part. Binder jetting in this moment has limited success for producing of metal parts and looks more promising in manufacturing ceramic parts because of its multi‐step process, or because the final properties of metal parts are not very high.
The authors have an experience and made researches in the field of using of laser powder bed fusion system. The results of selected researches in this field of additive manufacturing will be presented. Properties of metal part manufactured by selective laser melting (SLM) process (here and further, this name will be used for laser powder bed fusion of additive manufacturing technology) have strong dependence on parameters of process. The main parameters of SLM are layer thickness, laser speed and power, hatch distance, strategy of hatching. Layer thickness is very important parameter, because of its dependence on powder. It is possible to manage speed and accuracy of SLM process by changing of layer thickness; sometimes, it is not very important to have a high accuracy in Z‐direction. It gives an opportunity to use larger layer thickness that may increase build speed more than two times. At this moment, most powder bed fusion systems’ manufacturers use 400 W laser in their systems, and “standard” layer thicknesses are 20 or 30and 40 or 50 μm. Layer thickness determines maximum of particle size that can be used in process, and particles with sizes more than layer thickness physically will not take part they will be thrown off by recoating blade or roller. Of course, it should be taken in account that there is some changing of density between apparent density of powder after recoating and density of material after melting; additionally, there is shrinkage effect that changes the real layer thickness during the process and depends on type of material, also some volume of particles with large size needed to save flowability properties of powder. That is why it is usually recommended to use a 10–63 μm, 10–45 μm powder in depends on density of alloy (in referring flowability) and layer thickness.
Use of powders with fine particles (for example 0–45 μm) has some ambiguity. The presence of fine particles increases apparent density, which may increase final density after SLM in the same time PBF system manufacturers do not recommend to use powders with fine particles because of the danger of their falling into the working mechanisms of systems. Researchers from University of Nottingham have made investigation about the effect of particle size distribution on processing parameters [16]. They have the following results: Final density after SLM is higher with using of powder 0–45 μm, but strength properties are higher with using of powder 10–45 μm. Another important result consists in the fact that parameters of selective laser melting for reaching the maximum density were different for powder with particle size in range of 0–45 and 10–45 μm. One more research about an influence of powder particle size distribution on properties of final part is presented in [17].
SLM is characterized by rapid laser treatment with melting and solidification of metal, and the process was accompanied with active spark formation. For sparks removing and fuming, it is usually used as the creation of “wind of inert gas” above powder bed which blowing out the sparkles and fume from working zone. In Figure 5, it is shown the SEM images of particles that were blown out by “wind of inert gas”.
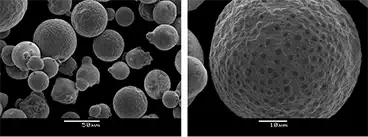
FIGURE 5.
SEM images of In718 fume powder after SLM.
As it seen from the figure/as the figure shows, some particles have dots, which may be some effect of oxidation or changing phase of the composition of powder (In718—gamma prime precipitation hardened nickel superalloys). Typically, the powders received by atomization technologies have a single phase (thanks to rapid solidification during atomization), and this fact makes an applying of powders in AM technologies easier, because the different phases may have different properties (physical density, coefficient of laser absorption, thermal conductivity etc.) and make influence of the process. Powders reuse with some fume content is an actual task for research at this stage of developing of AM.
Another important theme in reusing of powders in SLM process is an agglomeration of particles and loss of spherical shape. Some quantity of particles, lying near to manufactured parts, has been taken by heat effect that leads to sintering with each other. Such agglomerates may have large sizes, and they will be separated by sieving. But there also exist agglomerates from the small particles which can move through sieve (see Figure 6).
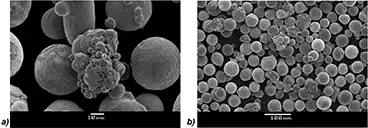
FIGURE 6.
SEM images of In718 (a) and Ti–6Al–4V (b) powders used in SLM.
Phase composition of agglomerates may be different in comparison of virgin powder, during subsequent reusing of quantity of such agglomerates will grow and quality of final parts may decrease.
Mechanical properties of metal parts manufactured by SLM are usually higher than cast metal and sometimes comparable with wrought materials (see Table 1)
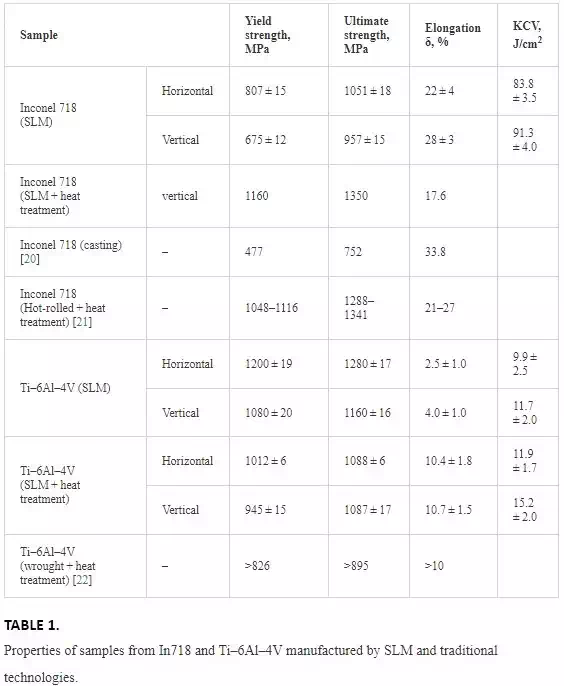
There is anisotropy of mechanical properties of samples manufactured parallel (horizontal samples) and perpendicular (vertical samples) according to the main platform of SLM system. The reason of anisotropy is a layer‐based synthesis (grain microstructure is elongated in Z‐direction). Also flat defects in X–Y plane and residual stresses influence on anisotropy of mechanical properties (Figure 7a). Effect of anisotropy may be decreased by heat treatment (stress relief, stable microstructure, and phase composition) and hot isostatic pressing (closing internal defects such as pores and cracks). High residual stresses during SLM is one of the limitation of this technology (see Figure 7b), and for solving of this problem, it should be used special strategies of hatching (for example, “chessboard hatching”) and carefully prepared support structures.
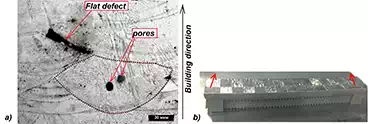
FIGURE 7.
Internal defects after SLM (a) and residual stresses (b) influence on building a sample.
As it was already noticed, selective laser melting is a process with high melting and cooling rates. This fact affects on the microstructure and phase composition of manufactured metal or alloy. It is common to make heat treatment after SLM, and a type of heat treatment strongly depends on a type of alloy; for example, for single phase of austenite stainless steels (such as 316 L), stress relieve annealing might be enough, but for precipitation of hardened nickel superalloy (such as Inconel 718), it needs to make multistage heat treatment (homogenization and aging). The Table 2 shows the results of XRD analysis of Inconel 718 and Ti–6Al–4V samples [20, 21].
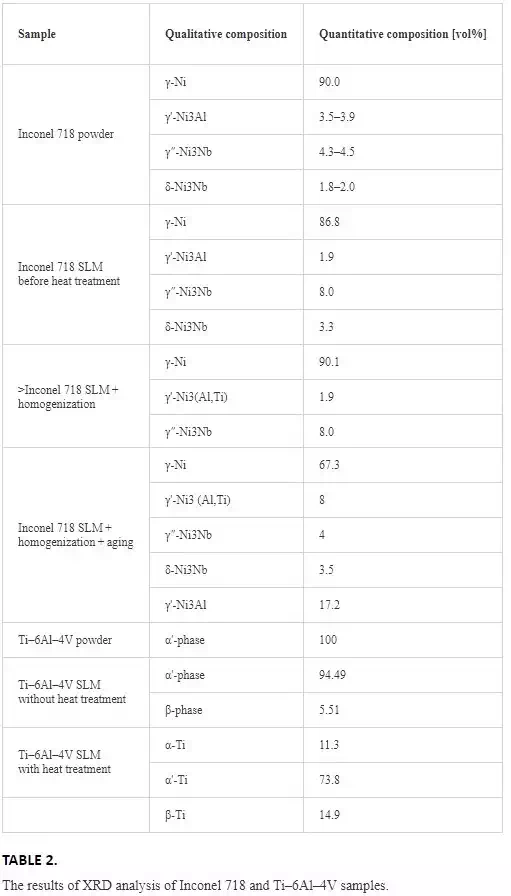
Synthesis of initial powder material is a result of high‐speed solidification of the melt droplets in an inert gas stream, that is, crystallization takes place under non‐equilibrium conditions, which affects the completeness of the phase transition.
In Table 2, it is shown the changing of powder phase composition and compact samples after SLM and heat treatments. The powder of Inconel 718 and the compact sample after SLM have a similar high content of γ‐Ni matrix‐phase which is a result of rapid solidification, but due to the presence of heat‐affected zones, the quantity of γ″‐Ni3Nb and δ‐Ni3Nb phases in the compact sample is higher. Heat treatments of the compact samples lead to the changing of phase composition: Homogenization dissolves δ‐Ni3Nb phase, aging increases quantity of precipitates.
The study of the phase composition of the initial powder alloy Ti–6Al–4V showed that the powder consists of more than 99% of α'‐phase. Qualitative phase composition of the compact sample after SLM is different from powder material by the presence of β‐phase (its content is 5.51%).
Changing of the phase content also can be seen on the microstructure investigations (Figures 8 and 9).
In Figure 8, microstructure of In718 samples after SLM, homogenization, and aging is presented. Grains of γ‐Ni are elongated along building direction (Z‐axis) and have different size from 10 to 200 μm. Coagulated precipitates are uniformly distributed and have size of 4–5 μm. Some precipitates lined up in chains with length up to 10 μm; however, there is not seen full edging of γ‐Ni grains. Also some of precipitates observed inside of γ‐Ni grains.

FIGURE 8.
Microstructure of cross section of Inconel 718 specimens, manufactured by SLM, before heat treatment (a), after homogenization (b) and aging (c).

FIGURE 9.
Microstructure of cross section of Ti–6Al–4V specimens, manufactured by SLM, before heat treatment (a) and after annealing (b).
Before heat treatment, Ti–6Al–4V specimen has a basket type of microstructure (see Figure 9). After annealing, some α‐ and β‐phases stood at grain boundaries, initial martensite of needles enlarged in size, borders become more rounded compared to the sample without annealing.
The study of fractography of fracture surfaces of impact strength specimens showed some imperfections of SLM process (see Figure 10).

FIGURE 10.
Fractography of Inconel 718 (a, c) and Ti–6Al–4V (b, d) specimen fracture surfaces before (a, b) and after heat treatment (c, d).
As shown in Figure 10, there are some micropores on the fracture surface, which function is stress concentration for cracks growth. Some micropores contain not melted powder particles.
Conclusion
In this chapter, a review of powder production methods, characterization of metal powder with focus on the application and technologies in additive manufacture, which use metal powders as initial material, was presented. The researches in the field of microstructure and properties of samples, which are produced by selective laser melting, also were presented.
The main technologies for mass production of metal powder with spherical or spheroidal particle shape relate to the atomization methods (dispersion of metal melt). However, the other technologies may cost cheaper because of using the waste products (chips, shaving, flakes etc.) as raw materials and the approach of receiving of powders with subsequent plasma spheroidization looks very promising, especially for developing of new alloys that impossible to produce by melting technologies.
Some standardized methods for the characterization of metal powders help to understand differences between powders produced by different technologies, and also they may be used for fixation the evolution of powder properties after reusing in additive manufacturing. Developing of special methods for checking the properties of powder gives an additional information about behavior of powder in AM systems, may significantly expand a range of applicable powder in AM, and allows to better understand requirements for powder for using them in additive manufacturing.
There exist three main technologies for additive manufacturing from metal powders: powder bed fusion, directed energy deposition, and binder jetting. Every of them has advantages and disadvantages, and at this moment, they all are in intensive developing phase all around the world. The main advantage of all types of additive manufacturing is a possibility to produce parts with design that impossible to manufacture by traditional technologies. It is necessary to conduct huge researches and tests to be sure that produced by AM parts have reliable and repeatable properties.