Color 3D Printing: Theory, Method, and Application
Recently, the application of personalized 3D Printing (3DP) in culture and art has been experiencing a gradual increase in demand. Beautiful lively items with exquisite appearance are in need of fabrication and reproduction, with high artistic and economic value, which is greatly expanding in the market of rapid prototyping.
However, the 3D Printing process has restrictions due to forming materials and equipment; the presence of monochrome objects makes it difficult to meet the demand of high-quality reproduction. These limit the further development and prosperity of the emerging 3D market with high value-added potential products in the field of culture and art.
This chapter presents the technique and configuration needed to develop a workflow from 3D digital model to rendering images and color 3D Printing. The chapter is divided into four parts.
The first part reviews the current situation in terms of 3D Printing and focuses on color-related research and applications.
At first, a quick discussion is presented about models, which are constructed out of vertices and polygons, and the impact of modeling techniques in terms of mapping color information into model itself. And some formats as examples are used to demonstrate the differences.
The second part shows the theory of color 3D Printing process, at first about the work of our research and focuses on the hardware and process to print the interpreted data into objects and transfer color information into the model. The related 2D printing applications as well as a series of new issues are also presented.
The third part shows the modeling data representation and data transformation with a short review of the rendering pipeline for color 3D Printing.
This part provides specific mechanics from 3D modeling to “ready to print.” A graphics processor usually performs several pervertex calculations in addition to the transformation from object space to window space. This specifies how the fragment data are used to determine the final color and the final depth of each pixel.
The last part demonstrates a few instances of color objects produced with the process, showing the color reproduction and further potential applications.
Current color printing processes
3D Printing technology is a powerful technology that is leading significant changes in many areas. 3D Printing can be defined as a process creating an object by printing each sliced section layer by layer until finishing a completed object. In traditional manufacturing industries, more customized and creative functions could be provided By 3D Printing [1]. Currently, the 3D Printing is still in the research era of printing precision and speed. However, this is also the first step to exploit all advanced 3D Printing techniques, such as whole colorful printing and large-sized integrated printing. Moreover, color 3D Printing has become a hot topic in the 3D Printing field for many researchers and manufacturers. Even though the colorimetry is not necessary for all reproductions of 3D color objects, but this function is urged to provide and improve for manufacturers.
From the view of classic materials and applications, the 3D Printing process can be divided into six categories: powder-based 3D Printing, plastic-based 3D Printing, paper-based 3D Printing, organism-based 3D Printing, food-based 3D Printing, and metal-based 3D Printing. In addition, the glass-based 3D Printing is a new useful process to produce amazing glass artistic wok which only focused on its transparency and styling. Colorimetry is the core feature of color objects, showing its artistry and aesthetics, which should be reproduced accurately to meet the advanced demands. Recently, many published articles have shown various researches about color 3D Printing from different areas. According to 3D Printing applications, generic color 3D Printing technologies are demonstrated with relative principles and instances in the following parts.
POWDER-BASED COLOR 3D PRINTING
Powder-based color 3D Printing is widely applied into artistic work, geographic information system, and Medical buttress applications [4]. Based on powder, two 3D Printing processes can be found in manufactured instances. One is the famous 3DP process that is innovated and patented by Massachusetts Institute of Technology. The 3DP process is mainly using basic powder and color blinder combined by the inkjet printing method to build a color part. Another is the selective laser sintering process (SLS) which creates a completed model by sintering each Powder layer [3]. The big advantage of powder is its good form ability and stability. At the same time, some special powder also provides a good connection with color binder based on low temperature.
The 3DP process was licensed to Z-Corporation Company, focusing on the concept model implementation, which developed and sold the first high-definition color 3D printer named Spectrum Z510 in 2015. The colorimetry features of color objects are reproduced by inkjetting various color binders on powder layers. Three current color binders can be obtained, such as primary cyan, magenta, and yellow. The surface color of objects can be presented by the mixture of various ratios of above primary color binders. However, the black ink in the traditional inkjet printing is replaced by clear binder that is connected to most noncolor powder layers. That is, the ingredients of color binders play an important role for the reproduction of color 3D objects. For this 3D process, it easily achieves the postfinished step by using the designed infiltrates to make a better color performance. These finished methods were introduced and contrasted by Maja Stanic using two different Infiltrates in 2012 [21]. In addition, to infiltrates, the wax is also a good supplement material for the fashion designers to improve the color features of 3D printed artifacts under this process. The 3DP process is a good technology to build Buddha state with a bit heavy.
According to the current 3D printer, the SLS process can be achieved by two general approaches: direct method and indirect method [5]. The basic powder is varied from the metal powder to plastic powder to calcium powder in diverse applications. In this case, the color features of productions of the SLS process are limited to the simple or single color. From the current device and application, this depends on the original color of basic powder. For the plastic powder, the color of the printed objects nearly consists the original color of the basic powder. For the calcium powder, the color of 3D printed products may be changed in the lightness. Moreover, it is easy to produce different primary color powders by material manufacturers. For the last, the color of mental powder object can be added to metallic gloss. The SLS process provides a useful approach to create tissue scaffolds such as Bone and teeth [8].
PLASTIC-BASED COLOR 3D PRINTING
Plastic-based color 3D Printing is a cheap and fast process to provide printed color objects, which widely applied in engineering parts. Based on the plastic material or the photosensitive resin, stereo lithography appearance (SLA) and fused deposition modeling (FDM) are two representative 3D Printing technologies. This method makes the most of the three features of plastic or resin such as easy fusion, good formality, and stable irreversibility. Moreover, the plastic-based color 3D Printing had captured a big market share of 3D Printing industry. There are two factors, such as physical strength and color characteristics, to make a huge success.
The SLA process is based on the liquid resin and the ultraviolet laser; some famous research institutes show great enthusiasm into the color function. For example, America Materialise Company had used two resins (red and green) to print a medical model to distinguish the diseased tissue and normal tissue to diagnostic etiology. University of Tokyo had adapted the inkjet printer to achieve the surface colorization for each designed layer in the SLA procedure. Pusan National University had presented a colored MEMS visualization model and layer interconnection visualization of electronic packaging part by using an inner visible multicolor Prototyping process [9]. Their idea is that first the resin in the noncolor area of each layer is solidified and then the resin in the color area is replaced by a new color resin to form the color part until A completed object [7].
The FDM process is patented and advertised by Stratasys Company, which used different colored plastic silks with low melting point to form a new color object. For FDM printer, it usually contains four hot-melt nozzles to provide three primary colors and one model bracket. The Fortus 900mc printer is an amazing star product which provides super print size with nine printing substrates. In China, Tsinghua university had developed a new own FDM printer without the laser melting device which sharply decreased the price of this printer. For this process, hundreds of colors can be produced in the surface of different color objects. However, it is so difficult to make gradient color in the local area of The whole object [6].
PAPER-BASED COLOR 3D PRINTING
The paper-based color 3D Printing is a technology using regular office paper as the main substrate and adding color inks to implement Thousands of colors [10]. This process is similar to inkjet printing but extend into three dimensional formation. Generally, according to forming principle, the paper-based color 3D Printing technology also contains two processes implanted by 3D printers such as MCOR IRIS series 3D printer of Mcor-technology Company and Mimaki UJF-3042 UV printer of Mimaki Company. For these two processes, they both provide tempting color reproduction of nonlarge color objects. Currently, the MCOR IRIS series 3D printer can achieve 256 × 169 × 150 mm (for an A4 paper) and 238.5 × 175 × 149.9 mm (for a letter-sized paper). However, the Mimaki UJF-3042 UV printer can build 300 × 420 × 50 mm. In addition, their colorization principles are also different even though using the basic office paper.
The MCOR IRIS series 3D printer is an undoubted powerful color 3D printer that is frequently applied into creative cultural industry. This process is divided into two parts such as colorization and modeling. The first step of colorization is to print color inks within the contour area at both sides of each paper to make sure the ink fills sufficiently the inner space of the paper. When one layer is colorized, it is sent for trimming and gluing. The color of cutting cross section and the surface paper build the completed surface of the color object. For this printer, the printing speed is and the build size is also limited. To solve the first issue, JP Yuan and GX Chen proposed a speedup method for paper-based 3D color printing by developing a new fast and reliable coloration algorithm using geometric information in STL file, combining the existing different slicing methods, which can be applied in the paper-based color 3D printer based on The uniform slicing thickness [11]. To solve the second issue, JP Yuan and GX Chen presented a feasible visualization of large-size 3D color models which are beyond the maximum print size of the newest paper-based 3D printer using 3D cutting-bonding frame (3D-CBF), and evaluated their effects of cutting angle and layout method on the printing time of The designed models [12].
The Mimaki UJF-3042 UV printer is used as the tiny 3D Printing or 2.5D printing tasks in which the height of the color object is small but it requires high resolution. This process is similar to the traditional inkjet printing using color UV inks. It adapted six UV ink boxes and nozzles such as CMYK four-color inks and two transparent inks. A major difference is that each layer can deposit on the previous layer until finishing a whole object with excellent color surface. C. Chen et al. analyzed the effect of colorization sequences of color ink and white ink on oil painting 3D reproduction and found that the color ink printed in the upper layers can form an effective smooth and Continuous curved surface [13]. H.M. Wang and G.X. Chen also studied the process applied in the Taiwan map 3D reproduction based on different substrates including office paper, and provided a printed sequence frame to retard the jagged Edge phenomenon [14, 22].
CELL-BASED COLOR 3D PRINTING
Cell-based color 3D Printing is popular in medical applications such as the organism printing and tissue producing. From the printing principle, the cell-based color 3D Printing is similar to the inkjet printing, whereas the basic material is not ink but various cells. The color of cell in body behaved like a natural color, and this color is stable even if it maybe changed with the oxygen concentration In regular direction [2]. For the outside soft tissue of body, the color of prostheses is very important for transplant recipients. Xiao et al. had developed a 3D color image reproduction system for additive manufacturing of facial prostheses based on the ZP510 Printer [15]. This frame provided a good instance and flowchart for the color reproduction of 3D Printing cell. C.L. Cheung et al. also introduced the development and face validation of a pediatric pyeloplasty simulator using a low-cost laparoscopic drylaboratory model developed with three-dimensional (3D) printing and silicone modeling and provided the color reproduction application of kidney Based on silicone rubber[16].
FOOD-BASED COLOR 3D PRINTING
Food-based color 3D Printing is a generalized definition which contains all processes that are achieved by 3D Printing in food industry. For the personalized food, the color is also an important factor to attract customer and provide appetite temptation. Actually, the snacks are available and suitable for 3D Printing. Yang et al. had used sugar and different flavor binders to fabricate complex sculptural cakes For special events [17]. Foodjet Company had used pneumatic membrane nozzle jets to deposit selected material drops onto pizza bases, biscuits, and cupcakes by the Inkjet printing process [18]. Fu Jia et al. investigated the feasibility of supply-chain-centric business models in 3D chocolate printing and provided suggestions for color requirements of commercial chocolate produced By the food 3D printer [19]. The above instances provided color surface but just simple pure color. In order to achieve more diverse and colorful eatable food, Jie Sun et al. introduced and analyzed the effect of multimaterials and multiprintheads on color food products, and provided a feasible method to optimize the reproduction of color Eatable food [20].
CURRENT RESEARCHES OF COLOR 3D PRINTING
3D color printing is a promising technology that will produce all the color objects in daily life; however, there are rare relevant researches now. For the different 3D color printing processes, the colorization principles are varied from the devices and software. Like the printing graphic, the color reproduction of color 3D Printing is also a key issue for manufacturers and designers. So, 3D color measurement, 3D color characterization, and 3D color quality evaluation are the three key factors to improve the color reproduction of 3D color objects.
For the 3D color measurement, Stanic et al. systematically introduced the selected measurement method based on inkjet printing parts. This method is similar to CIE guide to the color measurement of printing graphics. In color 3D Printing instances, some researches proposed their measurement devices and conditions. Stanic had adopted the GretagMacbeth (X-rite) XTH sphere spectrophotometer as the measurement for the printed powder-based color object. Xiao et al. used a Minolta CM-2600d spectrophotometer using Spectra Magic NX Color Data Software that was employed to study color measurements in CIELAB values. The illuminant was based on the CIE standard D65 to simulate skin color in daylight conditions. He et al. selected the X-rite 530 spectrophotometer for the 3D color patches printed by the Mimaki UJF-3042 UV printer. Obviously, the color measurement tool is the same as that in printing graphics. This maybe caused the unexpected color error under the curved surface.
Color 3D Printing
Whether in personalized design work, advanced aerospace component manufacturing, or even in three-dimensional cells, the color and appearance issues cannot be ignored. Although in industrial design, mechanical design, or creative and cultural industries, there are not yet satisfactory color reproduction solutions or a low-cost color reproduction technology. But 3D color printing already has a huge and significant impact on life and society. Along with the development of different three-dimensional manufacturing processes, the 3D color printing will also accumulate certain color reproduction techniques.
3D color characterization is an important tool to communicate the color reproduction. Currently, the uniform color spaces are also applied in 3D color characterization, such as the CIELab system. Based on the existing color space, the color value is easily measured and computed with current devices and metrics. When color data were obtained, the color gamut of printed device, the corresponding substrate, and colorant can be described and compared. This can be easily obtained by the Profilemaker software. DE2000 and DEcmc color difference values were widely used as the contrast of color difference.
Color quality has an irreplaceable effect on the surface appearance of the color objects. Color properties and stability are the two key factors that influence the product quality. Stanic et al. had studied the effect of lightfastness experiment on color difference of powder-based 3D color printing objects. He had discussed the effect of aqueous adhesives on color of paper surface in the paper-based 3D Printing. Actually, the process parameters and basic material can achieve the color quality without a fixed trend. At the same time, the postfinished methods can affect the color quality. Carinna Parraman had presented the effect of wax and selected color patches on the color appearance of color patches even if the influence mechanism is under the water.
STAGES OF DEVELOPMENT
The evolution of 3D Printing technology and materials for inkjet printing and the development of 3D color printing can be divided into the following three stages:
1. (1) Single color: These stages are originated by Charles Hull, America. In 1984, he invented the SLA process and established the 3D Systems Company in 1986. In 1987, 3D Systems manufactured its first 3D printer called SLA250. The printer had no substantial breakthrough in terms of color. This stage is also known as “black and white” 3D Printing manufacturing. For example, liquid photosensitive resin material used by this printer itself has some specific colors, after stereo lithography has been finished, the product will be followed with a single basic monotone color. This stage is more dependent on postprocessing, such as painting, dipping, and so on, to make products more colorful.
2. (2) Discrete color printing: This stage of technique turned to become mature in 2000. Multijet printing technology delivers two or three kinds of plastic in filament form with a variety of colors. It can be colored before or after printing. 3D color printers currently dominate the market and are mostly based on this technology. Discrete color printing can surely achieve certain kinds of appearance for products. There are already roughly 160 kinds of synthetic colors available, but the fineness of the results is not satisfactory, many Chinese 3D printing device vendors already mastered this colored plastic filaments fusion technology.
3. (3) Continuous tone printing: This stage originated in 2005, marked as the first high-definition color 3D printer by the Z Corp Spectrum Z510. The 3D printer is capable of printing high-resolution colorful 3D products. It features a direct prototyping process to achieve continuous color reproduction. After completion of forming the 3D printed models, the corresponding colors can show better results without post-treatments. This continuous tone color technology can be achieved by a variety of printing processes, including adhesive binding powder material, colorful liquid UV-resin-based mixing or paper-based subtractive printing.
GAMUT CHARACTERISTICS WITH 3D MODELS
In gamut mapping, the image gamut with a certain range of colors can be expressed. Then, it can be seen as a subset of the larger color space. The gamut mapping method based on image content is an important direction for research currently. Gamut characteristics of image determine the gamut mapping source, which is the mean issue to be considered at first as color gamut mapping is carried out based on the image content. The chromaticity of a color image is one of the input values for gamut mapping and a main parameter for the evaluation and calculation of color reproduction. Thus, a digital image can be analyzed following the steps outlined in Figure 1. And, then an appropriate gamut mapping algorithm can be selected for specific digital image gamut characteristics.

FIGURE 1.
Digital image analyzing process.
3D PRINTING COLOR MANAGEMENT
Consider the Z510 3D printer of ZCORP Company for example, during the 3D color inkjet printing, coloring is achieved by adding CMY or CMYK color adhesive to mixed transparent adhesives. The colorant in adhesive has its main role as coloring agent. 3D digital models can have a variety of coloring methods, such as directly on the surface, or coloration is applied as the image content, in frequently used information carrier, such as TIFF JPEG file formats files. Of course, a colorful 3D digital model need to be saved in formats that can include its color information, such as VRML, PLY, ZPR, or other proprietary formats.
Issues of coloring of 3D inkjet printing include 3D color reproduction, color consistency and control, color gamut range, effects of materials and processes, the surface characteristics of 3D Printing, and color measurement and other urgent problems to solve. Another related problem is the persistence and firmness of the finished 3D model; both are becoming increasingly important in the 3D inkjet printing and other common applications such as space planning and art and design applications.
COLOR DETECTION, MEASUREMENT, AND CONTROL
It has been proposed for 10 years that rapid prototyping technology can produce colored objects with basic color or full spectrum of colors, such as the Zcrop Company developed the 3D inkjet printing system. While the conventional color inkjet printing is being researched and developed for a long period of time, 3D inkjet technology prints different materials with the corresponding coloring processes, which may have special problems. The overall performance is affected by the physical appearance of the object and color appearance, material’s gamut, liquidity of base material before forming, the positioning accuracy of printed surface, and the accuracy of scanned digital information. The main effect on finished surface of 3D Printing objects is caused by different printing principles, printing equipment, as well as different features and rough texture of powdered print material particles.
Different positions on the surface of printed objects and different x, y, and z location coordinates on 3D model will affect the result of colored reproduction. This is due to manufacturing method and layered approach to generate model, which causes difficulties in superimposition of layers to achieve true vertical surface. The results have curved surfaces with certain angles, so it inevitably has questions of aliasing and grinning. Of course, parts of the surface effect issues can be solved during subsequent processing.
Since the finished surface has inherent optical, chemical, and physical characteristics, the finishing coloring processes provide different results. Figure 2 shows print sample color test chart and their contrasts of saturation and lightness characteristics under three different conditions. The left sample was impregnated with cyanoacrylate, the middle sample was blank, and the right one was impregnated with epoxy resin.

FIGURE 2.
3D Printing color test charts.
Another significant issue not yet tackled is that there is no precise equipment to measure color surface structure and characteristics of 3D Printing product. Currently, we can use a spectrophotometer with an 8-degree field of view to measure them. Spectrophotometer is widely used in textiles, dyes, paints, plastics, and automotive industry as it may require any kind of surface texture and gloss color measurement.
In order to describe 3D Printing color reproduction capability, and monitor and control color output on a 3D printer, we need professional precise testing instruments and software to obtain real sample color and test strip. The color test strip can be generic, such as Zcrop icon’s color test bar or special test strips can be developed. Those special strips should be designed specifically to measure appearance and size, while a good variety of colors characteristic can be expressed. In order to facilitate the existing spectrophotometric measurement, color test strips are preferably designed by flat form. Figure 3 shows some specific designs and printouts of color test strips.

FIGURE 3.
3D Printing color test strips.
Of course, the color test strips can also be of 3D print themselves, which is more suited to some particular measurement requirement, for example, to observe and monitor quality of color reproduction on flat structure, or curve or groove surface. Color test strips can be considered as a kind of color authenticity visual aids to help users predict the printing process. They can also be considered as a direct tool like 3D color swatch book for user to select the desired color.
COLOR STABILITY AND DURABILITY
3D Printing applications are being used in new areas, people discuss about a wide range of common properties, such as durability and stability of color 3D Printing objects. These issues are of more interest to art and design people, who use rapid prototyping technology to aid their work, because they publicly display their works of art, and geospatial information systems, architecture, space planning, scenic modeling, and urban design need excellent color effects. Color is a core part of printed objects, and people expect the original effects to remain for a certain time.
Duration and stability depend on several factors, such as light, humidity, temperature, and the amount of air in contact. Graphics, printing industry, and color science and other industries have been developed and used a lot of color standards and standard printing methods developed to study and predict the color durability and stability. This is more significant in inkjet printing in commercial and art fields. Whether 3D Printing is also suitable for the above-mentioned research methodology, and the materials, air exposure and other factors can influence the finished colors aging mechanism are real issues focused by current researches.
Currently, the durability and stability study of 3D printed color focus on how to find the right way to simulate aging or change real 3D prints, which are exposing in different environment conditions. For example, different lighting, temperature, humidity, the finished color of 3D Printing, and the behavior of color change with different impregnating agent can be simulated and predicted. Custom color strips should be developed in test researches, as well as corresponding colors and test procedures, so that people can conduct relevant research.
DIGITAL COLORING METHOD OF 3D PRINTING
A color model describes the displayed color effects of print. Different color models define different range of colors. The fields of their applications are different. These applications are in addition to determining the number of color inside a model, the number of color channels, and the file size of color image information. Here we present several related concepts of color images.
Bit depth: Bit depth, also called the pixel depth or the color depth, is used to measure color information in the image to display or print. Greater bit depth means that the digital image has more colors and more accurate color representation.
Gamut: This represents the range of colors capable of displaying or printed. Lab color space has the widest color gamut, which can contain all the color types from RGB and CMYK color mode. Typically, RGB color gamut can be displayed on a computer monitor or a television screen. However, some, such as pure cyan or pure yellow and other colors, cannot be accurately displayed on digital monitors. CMYK color space has narrower gamut, containing only color types used in printing, which can be printed with ink. When a color cannot be printed or displayed on the screen, it is called out of the gamut, that is, beyond the CMYK color gamut.
Color channel: Each color image has one or more channels, and each channel can store the color information of imagery elements. Default color channels in an image depend on their color space. The CMYK image has at least four channels, each representing the color layers cyan, magenta, yellow, and black. The RGB image has three channels, representing the color layers of red, green, and blue.
Gray image: This type of image can exhibit a rich range of tone. It uses up to 256 shades of gray. Each pixel has a grayscale image luminance value from 0 (black) to 255 (white). Black and white or grayscale scanning device produces images that often appear in this gray image. If a high-quality color image is converted into a black and white image, Photoshop will display all the color information in the original image. When a gray image is converted into an RGB image, the color values of pixels will be lower than the previous gray image values. A gray image can be converted to a Lab or a CMYK color image.
TWO-DIMENSIONAL INTERPOLATION METHOD
Colorful images cannot scale without interpolation methods, and commonly used color interpolation methods are bilinear interpolation, cubic convolution, and B-spline interpolation.
As shown in Figure 4(a) and (b), at R and B positions, the color component of G is to be interpolated; this approach uses current G values of vertically and horizontally adjacent four pixels; these four values are added and an average is taken, which is set as G interpolation value of this position. Position B uses the average of adjacent four G values. As shown in Figure 4(c) and (d), if the G value is to be inserted inside the R and B color components, and this G position is vertically or horizontally adjacent to R and B, then the sum of vertical or horizontal two values of the same color can be used and an average is taken. This is called a color component interpolation method.

FIGURE 4.
Bilinear interpolation.
A cubic convolution interpolation method is one of the most commonly used functions within the grid data interpolation method. It uses the pixel to be estimated from the nearest 16-pixel value, and the result is calculated according to the formula of cubic convolution. As shown in Figure 5, there are many cubic convolution formulas; some produce low-pass filtering effects and some produce a high-pass filter effect. A better approach would be to achieve a balance in the tradeoffs between high and low frequency information. Meanwhile, the bandwidth of cubic convolution is wider than bilinear interpolation, and in the image of high frequency, cubic convolution shows better interpolation results than bilinear interpolation.
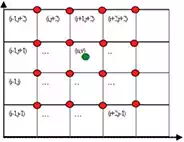
FIGURE 5.
Cubic convolution interpolation.
The principle of cubic convolution interpolation is based on the interpolation theory, which shows that the cubic convolution of two-dimensional image with generally equally spaced sampling can be expressed as
![]()
where h is referred to as the interpolation weight function, s(x, y) is the results of unknown interpolation points, and sample c(xl, ym) represents the pixel (xl, ym). Obviously, the selection of interpolation function h is the key of any convolution interpolation method. The weight function is a cubic interval function, and the nature of its characteristics can be assessed by the range of its frequency sections. An ideal weight function has unity gain in the band-pass range, has a zero gain in the band-stop range, and thus the signal components with different frequencies can be effectively suppressed.
Commonly known B-spline interpolation methods use interpolation function with discrete data to generate continuous function, and then the function can resample and thereby generate new interpolation values. A continuous function can be generated with the following formula:
![]()
In the above formula, fk is the known discrete data sequence, and ϕ int(x) is the interpolation function. In order to ensure the accuracy of interpolation, usually it requires ϕ int(x) values of 1 at the origin of coordinates, and in other integer coordinate points, its value is 0, for example, one of the ideal interpolation function is sin(x).
THREE-DIMENSIONAL REAL VOLUME RENDERING
A solid color has two types of applications: one is coloring the surface of 3D solid objects. However, sometimes in order to meet industry needs, products internal parts can have color too. For example, if each part in a car engine has its own color code, it will provide the product management, assembly workers, and maintenance workers great convenience. The other type is coloring the entire inner side of an object or add color to a three-dimensional entity internally which is a commonly used method of volume rendering.
The goal of drawing color information in two-dimensional surface graphics is to add color on the face, same as the concept of pixels in plane. The number of pixels per square inch defines the concept of resolution. Corresponding to surface graphics, there is volume graphics and its models. In the application of three-dimensional grid to directly draw a three-dimensional scene, each grid in space corresponds to a value of particular property, which can be measured.
Those three-dimensional grids are called voxel. Voxel can be seen as a two-dimensional pixel in three-dimensional space. It can be understood that an entity is composed of an amount of small cubes or other three-dimensional primaries. An entity may be a function of an image but composed by voxels. In real three-dimensional scene visualization, the information of a three-dimensional coordinates is corresponding to attribute data set. In this real visualization, the three-dimensional coordinates (x, y, z) are expressed as dependent arguments to space entity for object geometry modeling. In that way, an established model can not only achieve true three-dimensional visualization, but it can also be used in a three-dimensional spatial analysis.
In general, three-dimensional spatial data are continuous, and numerical results or measurement data are discrete and are the results of consecutive sampling of real three-dimensional scene. A volume-rendering technique directly samples this three-dimensional space into two-dimensional image on the screen as accurately as possible to represent the original 3D data. The two-dimensional image on the screen depends on the frame buffer corresponding to the brightness value of each pixel, which is a two-dimensional discrete data set.
Thus, the real volume rendering transforms the three-dimensional spatial discrete data into two-dimensional discrete lattice. If discrete three-dimensional data set can be converted into discrete two-dimensional data matrix, first it must be resampled into three-dimensional data set. Second, the contribution of each voxel in three-dimensional space for final two-dimensional image data should be considered so that the image should be composted. Therefore, real volume rendering of three-dimensional model is a process of resampling discrete data set and image composting. Resampling in theory should have the following steps:
1. (1) Select the appropriate reconstruction function, three-dimensional data set for discrete three-dimensional convolution, and continuous three-dimensional reconstruction of the data field.
2. (2) Geometric transformations of three-dimensional continuous data set should be based on a given observation direction.
3. (3) Since sampling point with screen resolution is given, the sampled signal’s Nyquist frequency limit can be calculated, and use low-pass filter function to remove frequency components above this limit.
4. (4) Resample the filtered function.
The three-dimensional convolution calculation is very time-consuming; in the past few years, a number of scholars have proposed several rendering algorithms to be implemented, mostly discrete methods. Most noticeable is proposed by Westover, a parallel, feed-forward volume-rendering algorithm (i.e., a unit projection method), and M. Levoy presented volume-rendering algorithm with image space order (i.e., a ray casting method).
The conversion brings brightness values from each sampled point into an image plane, that is, to calculate the contribution of brightness values from each sampled point and then a final image can be composed. The idea is first determine the projected order of voxels and then break voxels into several smaller voxels so that these smaller voxels can only be seen from a positive side or a reverse side from the projection direction. Positive and reverse side surfaces are corresponding to projection surface with a projected polygon, so, in the full use of its two-dimensional projection coherence, polygon can be interpolated with a cumulative value of light intensity and transparency. The process is shown in Figure 6.
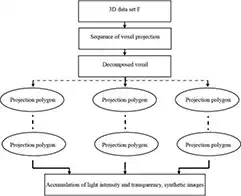
FIGURE 6.
Convolution calculation process.
A ray casting method is also known as ray tracing method. It follows the following basic steps: start from each pixel on the screen, according to the current position of the viewpoint, launch a line through the data set, select a range of sampling points along the line, and use the interpolation method to calculate the value of the opacity points and colored sampling points. Then, from the front to the rear or from the rear to the front sequence to composite color based on their corresponding color value and opacity value at each sampling point, the screen color of each pixel is obtained. The process is shown in Figure 7.
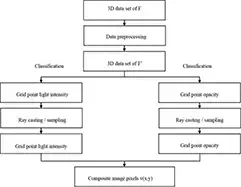
FIGURE 7.
Ray casting/sampling process.
There are two kinds of algorithms in 3D solid drawing; ray casting contains intersection operations of light and solid units. For a larger number of units in finite-element data set, intersection calculation is very time-consuming. Because the unit projection method requires advance knowledge of attributes to determine unit order and unit projection, this unit sorting is also very time-consuming. Because two ways of volume rendering are costly and time-consuming, associated overhead and space operation usage are unusually large, up to the time complexity O(N3), so it is very complicated to achieve the right color gradient on each unit voxel. Therefore, this section proposes a new method of coloring the internal entities—gradient discrete solid coloring method. By this method, the coloring process of three-dimensional solid can be reduced to a two-dimensional coloring process; its flexibility and efficiency have been greatly improved and the most important characteristic is that it can achieve the right color gradient effect.
Internal coloring process of three-dimensional solid can be completed by adding color information to each discrete layer of the solid. Since each discrete layer shows color information, the solid can obtain the color features when layers superimpose together. A gradient discrete solid coloring method is shown in Figure 8.

FIGURE 8.
Gradient discrete solid coloring process.
Discrete three-dimensional modeling in rapid prototyping technology uses discrete method to easily and quickly finish coloring. User would like to see as much of the color information by adding color to objects, or can take the initiative to develop new color with more interactive operations, which is desired by the user. The smooth and soft effect based on the human eye make user wants to add gradient colors.
However, as the human eye can only recognize up to about 2000 types of colors, so computer color representation is not strictly continuous and generally uses only eight binary digits to represent R (8 bit), G (8 bit), B (8 bit) of colors, but for the color change, it is often represented by R, G, B three-color superposition:
![]()
where F function is used to obtain the channel points for one pixel. While each color is represented by only 8-bit value; however, it fully matches the amount of human eye distinguishable colors.
Three-dimensional rapid prototyping and other 3D Printing all have slicing process. One appropriate direction as the slice direction must be selected, and from one end to the other end of the solid, a series of successive sections S1, S2 … Si … Sn–1, Sn can be given. Note C represents the color information of each slice so that S1(C1), S2(C2), S3(C3), … Si(Ci) … Sn(Cn) is the color information for each slice plane.
According to the differences in range of different colors recognizable by human eye, limited critical points between (i, j) are inserted so that a good transition from Ci to Cj can be achieved; in fact, in order to adapt the characteristics of 3D Printing, these critical points can be taken on the axis of the direction of slicing and the critical points are in the slice plane; and each slice corresponds to a critical point, and the color of this point is attached to the entire slice layer. For a layer-by-layer approach of 3D Printing and rapid prototyping technology, there are same thickness layer methods, adaptive hierarchical methods, but the interpolation methods are not limited to slicing methods. There are three kinds of color interpolation methods, namely, cosine color gradients method, cosine adjustable color gradient method, and power gradient method.
When a three-dimensional printer selects an appropriate image file format as its original before coloring, in the RGB mode the color image pixel is displayed; after the conversion of the image from the RGB mode to the CMYK mode, each pixel in the RGB mode will be transferred to a corresponding CMYK mode matrix for nozzle to read, where one pixel corresponds to a 3 × 3 or 4 × 4 or an N × Nmatrix. Print heads receive C, M, Y, K data, and when the jet is connected with the color binder, during printing, each nozzle receives “0” or “1” for control nozzle spray or without spray.
Machine uses lattice format to represent layer information. At every move, the nozzle will be given a forming region with fixed height and a variable width. The graphics are divided into several smaller areas for printing; inkjet molding operation is actually a loop operation, wherein each loop finishes a certain area of a small area and deals with them accordingly. Image information of each layer at first is loaded into the buffer buf[x, y], which is an array of small blocks of image information, known as graphics files. It should be noted that the number of points in the array buf is not the number of points required for the actual nozzle, buf only provides pixel values of the image, and it needs to go through a particular image transfer so that it can become a nozzle-forming image corresponding to a pixel matrix. If we use a 3 × 3 lattice, a pixel in buf corresponds to nine points of nozzle point data; in accordance with such corresponding relation, an image forming process is completed for each small area.
After completion of one layer of material, the printing nozzles moves back to the origin, and platform falls to a certain height in the Z axle, such as 0.5 mm. The printing nozzles restart to form the next layer. This is called one layer forming cycle, and after certain cycles, the color solid is finally completed.
Three-dimensional color printer with solid forming has one key technology, that is, the development of coloring software modules. The software can process STL file data, form a solid layer contour, and add an internal solid modeling tool to add gradient color information. According to the requirements of colored objects, a coloring module should have two functions:
1. 1. STL file data processing function: (a) read and parse STL files; (b) establish triangular facet topology; (c) design solid slicing algorithm and contour generation.
2. 2. Gradient interpolation coloring on each layer: (a) linear interpolation coloring; (b) cosine interpolation coloring; (c) cosine G color tone interpolation coloring; (d) power interpolation coloring.
Using UGNX software or CAD drawing software to make three-dimensional solid modeling, mapping is performed through the menu options after forming “* .stl” file. With common 3D modeling software, in the “File” menu there are “Export” command, and it can export a “* .stl” file, and then manually change it into “.txt” type files. To understand the file format, use notepad to open “* .txt”, and then we can see data of small triangular.
Quick slicing algorithms create a data structure of triangular with vertices and edges. After the data structure is created, software will reorder all distinct vertexes, and then topology data are completely setup. Finally, the above-mentioned interpolation functions can be used to show the results.
Instances of color objects with the process
In this section, two kinds of instances of color objects created with the process are demonstrated, showing the color reproduction and further potential applications.
UV-INK-BASED 3D PRINTING
UV-ink-based 3D Printing follows the similar principle as the DOD (drop on drop) 3D Printing technology. A UV-LED flatbed printer is used as a 3D printer and the UV ink as the modeling material. The UV ink jetting from the printer nozzle solidifies after being irradiated by a UV lamp. Finally, the model is shaped through layer-by-layer printing. However, the difference between UV-ink-based 3D Printing and DOD printing is that the modeling process of each layer of the former is an integrated section and of the latter is a series of lines. So, because of this characteristic of UV-ink-based 3D Printing, it is more suitable for 2.5D modeling. Below are two examples of UV-ink-based 3D Printing.
3D Printing is a novel method to reproduce oil paintings so that it can restore the stereo brushwork of the original. In this work, we use a laser scanner to detect the surface morphology of an oil painting and first build the 3D model. Second, we extract the cross section from the 3D model with a certain contour interval according to the thickness of UV-LED ink. Finally, we print white ink layer by layer for 3D shaping and print a color image onto the neutral 3D model.
We selected an oil painting (Figure 9) of 7.5 cm (L) × 6 cm (W) for scanning and printing. A laser 3D scanner is used to obtain point cloud data of the original oil painting (Figure 10). Next, we measured the thickness of the UV ink to determine the number of the printing layers.
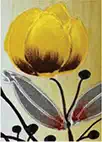
FIGURE 9.
The original oil painting.

FIGURE 10.
Point cloud model of the oil painting.
This work first conducted the UV-LED printing for 1–10 layers of C, M, Y, K, and W ink separately. Then, we measured the average thickness of the paper and every color lump by a CHY-C2 thickness gauge (see Table 1).
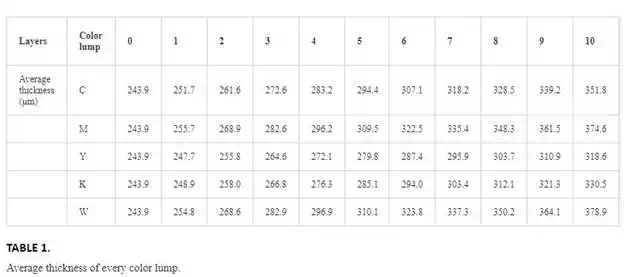
Obviously, the thickness of these four ink films is different. The average thicknesses of C, M, Y, K, and W ink films are 11, 13.2, 7.9, 9, and 13.7 μm. According to the subtractive color-mixing principle, most radiation light will be absorbed after color mixing. White ink possesses both highest lightness and thickest ink film, so it is considered the best modeling materials for layered printing.
After 3D model slicing, 2D cross-sectional data can be obtained by intersecting the 3D model horizontally with a series of planes. The number of slices that we can obtain in this case is equal to the ratio of model height to white ink-film thickness. As a result, 91 layers are determined to be printed. Figure 11 shows the result of cross sections extraction. Through contour vectorization and RIP, the neutral 3D model (Figure 12) and the reproduction (Figure 13) were printed by a UV LED printer.

FIGURE 11.
Cross sections.

FIGURE 12.
Neutral 3D model.

FIGURE 13.
Reproduction.
3D Printing of a colored topographical map follows the same principle as printing a stereo oil painting. First, we extracted and vectorized the contours of the topographical map of Taiwan. Then, we provided different colors to various heights of contour sections according to the standard of altitude tinting. Based on the actual situation, in order to obtain the best printing effects and quality, 14 layers were tinted as shown in Table 2.
(blue)(Green)(Green)(Green)(Green)(Green)(Yellow)(Yellow)(Yellow)(Yellow)(Red)(Red)(Red)(Red)
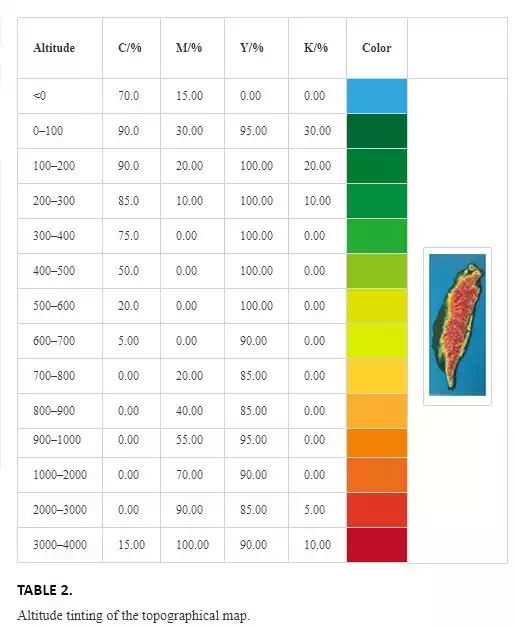
Finally, we use UV-LED printer to print the topographic relief and altitude-tint legend. The horizontal scale is 1:3,000,000, the vertical scale is 1:1,500,000, and the printing height is 2.59 mm.
PAPER-BASED 3D PRINTING
Matrix 300A, a kind of paper-based 3D printer, is provided by MCOR technologies. It contains a standard Epson 310N printer supplied with the color system and a matrix printer responsible for elevation building. An A4 paper is used and the aqueous adhesives used to adhere two layers volatilize no harmful gas.
Figure 14 shows the flowchart of printing steps. The process begins with a 3D digital model in “*.stl”, “*.obj” or “*.wrl” format. Each edge of the layer is printed with bar codes, which are used to read the sequence. Before the 3D building, a piece of a blank paper is affixed to the build plate, and the glue spreader will uniformly coat aqueous adhesive on the paper. Then, the colorful layers are laid on the paper tray of the matrix printer, and the top layer will be pulled by paper-feed roller and gripper onto the built plate. As shown in Figure 14, Step 3, the build plate will rise to the top of the build space to press the heat plate, thereby smoothing the top layer and ensuring that it will adhere firmly to the blank paper at a high temperature. The blade will cut the top layer into the contour of the corresponding 2D cross section once the build plate lowers, and the glue spreader will coat aqueous adhesive on the top layer. Similarly, the next layer is processed; the process is repeated until all the necessary layers are processed. When matrix printer stops working, a large paper cube as shown in Figure 14, Step 4, is obtained. After the basal and excess portion is removed, the 3D object is obtained.
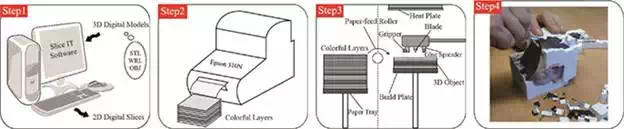
FIGURE 14.
The printing process of the Matrix 300A.
Using paper as a printing material, paper-based 3D Printing shows an excellent performance on full-color reproduction. In fact, the printer only colors the surface of object, the excess and interior portions are all blank, which contribute to low-cost and high efficiency.
Cultural relic is a very important part in the development of human culture. When visitors enter the scenic spots and historical sites, it is often difficult to see the full view of the cultural relics. Because of long time, corrosion, or man-made damage, cultural relics are difficult to save. 3D scanning technology provides a good permanent preservation of cultural relics, and 3D Printing technology provides a good method to produce a copy.
Take a Buddha sculpture for instance, it describes how paper-based 3D Printing technology can do the trick in historic preservation through 3D data acquisition, processing, and printing. The first step is to use the Mephisto EX PRO 3D scanner to obtain the 3D data of a Buddha, as shown in Figure 15. The second step is to use the Mephisto software to process the data. It mainly includes removing outliers, smoothing, and data compression, as shown in Figure 16. The final step is fabrication. The paper-based 3D printer of Matrix 300A is actuated to finish the reproduction of the sculpture. Basic workflow includes coloring-carving-sizing-pressing-bonding, and the physical 3D model is shown in Figure 17.

FIGURE 15.
Scanning process.

FIGURE 16.
Processing photograph.

FIGURE 17.
Physical 3D model.
Digital elevation model (DEM) plays a vital role in engineering construction, hydrology, geological prospecting, etc. Although considering preservation and update of map data, it could not convey actual and accurate 3D feelings to people. In addition, the traditional mold is time-consuming and costly. Thereby, an ability to easily build physical topographic map is necessary. 3D Printing provides the support.
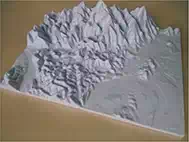
FIGURE 18.
Monochrome physical 3D model.

FIGURE 19.
Colorful physical 3D model.
Slice IT that supports Matrix 300A is used to slice 3D digital model into many 2D layers with equal thickness, the thickness of the A4 paper is a fixed number, 103.2 μm. The 3D solid model of DEM is sliced into 293 layers. After the printing process of Matrix, the physical 3D model is obtained, as shown in Figures 18 and 19.
Conclusion
A workflow of color 3D Printing is presented here. In view of the current status of color 3D Printing, the theory of color 3D Printing process to print the interpreted data into objects and transfer color information along the way is demonstrated. In addition, specific mechanics from 3D modeling to “ready to print” are described. In order to help readers understand the theories vividly, the research results of our team from South China University of Technology are also listed for reference. The color 3D Printing will become the new engine of innovation driven by Industrial 4.0, and its key links are color rendering and delivery. All of these require cross-supply of unlimited color solution, which is our next objective.