Plastic Processing Technology
With a comprehensive range of plastics conversion processing machinery and equipment, PTC is well equipped to conduct research, process analysis and support plastic product manufacturers in the following areas:
Rapid Heating & Cooling Injection Molding Process
Rapid heating and cooling injection-moulding process utilizes a pressurized hot
water control system to shorten the heating and cooling cycle time of the
mould, resulting in a nearly perfect finish.
The high temperature inside the mold maintains the fluidity of resin and hence prohibits the polymer from freezing during the filling stage. This can avoid undesirable effects such as weldline, warpage, sink marks and different kinds of surface streaks.

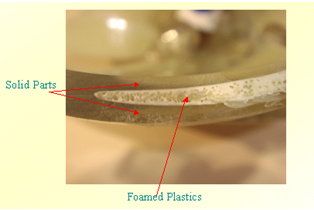
Micro Cellular Foam (MuCell) Co-Injection Moulding Process
Incorporating the Micro cellular foam (MuCell) injection moulding technology
with co-injection moulding technology. The foam cores produced by Micro
cellular foam (MuCell) injection moulding can reduce the density, increase the
dimensional accuracy and reduce distortion of the product, while the smooth
skins produced by co-injection moulding can hide the rough foam cores and
enhance the product appearance.
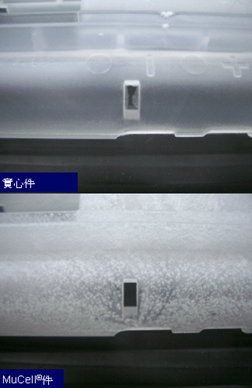
Micro Cellular Foam (MuCell) Injection Moulding
This process makes use of the physical foaming to produce micro cells of even
size distribution. These structural improvements make the product superior to
those produced by other foam injection moulding technologies in terms of
properties.
Micro Injection
Micro plastic parts refer to the parts of plastic content weigh less than 0.1g.
This kind of plastic parts is broadly applied in many areas. For example, micro
switches, micro motors and sensors, gear wheels inside timepieces, latches and
transmission parts have already adopted plastic to replace traditional metal
parts. Furthermore, plastic can be also applied to micro optical lens, sensor
discs, light guide plates and display panels. Medical device is one of the
market that represents high growth potential, typical examples include medical
parts which are implanted into body or blood vessels (e.g. audiphones) and the
implanted parts made of biodegradable plastics.

Super Cool Gas-Assisted Injection Moulding Process
Modified from conventional gas-assisted injection, this process drastically
shortens the cycle time by 40%, increases production efficiency, improves the
control of the core part thickness, and is applicable to producing large core
product. Super Cool Gas-assisted Injection Moulding Process employs a special
designed heat exchanger which uses liquid nitrogen as the coolant to cool down
high pressure gaseous nitrogen to be injected into the mould cavity to the
temperature of around - 40 to -120 degrees.

External Gas-Assisted Injection Moulding
External Gas-assisted Injection Moulding Process specialized in producing parts
with aesthetic surfaces with little or no sink marks, particularly applicable
to the plane surface, which are supported by strengthened ribs or the products
with large thickness variations.

Resin Blending
Resin blending is a method that mixes two different resins together at their
melting temperatures to produce a resin composite of specilized material
properties. This process allows to develop the degradable material and enhance
the property of the polymer.

Water-Assisted Injection Moulding Process
Water-assisted injection moulding is one of the technologies for manufacturing
hollow shaped products. Water exhibits excellent performance in heat absorption
and heat conductivity. This process can reduce the cooling time of up to 70%
with the effective cooling of water and hence shorten the production cycle
time. In addition, speeding up the cooling process can improve the plastic
crystallization process, resulting in ever and fine crystalline structures, and
thus enhance the physical properties of the plastic product, as well as
shrinkage and distortion.

Co-Injection Moulding
The characteristic of co-injection moulding lies in its capability of injecting
two different materials into the mould cavity in order or at the same time,
resulting in the inner and outer layer of the product. The product made from this
technology will exhibit the properties of two materials. The most typical
example is a plastic product with stiff core and soft rubber skin.

Multi-Component Injection Moulding
Multi-component injection moulding enables the use of two or more plastic
materials to manufacture a product.

Gas-Assisted Injection Moulding
Gas-assisted injection moulding manufactures hollow shaped body by injecting
gaseous nitrogen into the mould cavity.
