Piping Component: Types Of Flange And Pressure Rating
Flanges are used in piping for making joints which can be opened at a later date. Theyare usually used for connecting piping to equipment, valves & control valves etc.
A flanged joint is composed of three separate and independent, although interrelatedcomponents: the flanges, the gasket, and the bolting, which are assembled by yetanother influence, the assembler. Proper controls must be exercised in the selection andapplication for all these elements to attain a joint, which has acceptable leak tightness.
Classification Of Flanges
- Flanged joints may best be classified by dividing them into two general parts.
- Methods of attachment of Flange to Pipe.
- Type of Facing on contact surface of flange proper.
Methods Of Attachment Of Flange To Pipe
Screwed flanges:
This flange can be rapidly connected to threaded pipe without welding.
Screwed flange joints have the following inherent weaknesses and disadvantages which restrict their use to moderate operating conditions.
a) Necessity of careful alignment of bolt holes.
b) Flange faces may become distorted when attaching flanges to pipe.
c) Pipe frequently extends through flange beyond the face.
d) Tests indicate that in tension a threaded joint has less
than 60%of the strength of the pipe.
e) Material removed in threading results in a thinner wall section
readily affected by erosion and corrosion.
Threaded connection is susceptible to leakage under any type of cylic operation. This flange is not recommended for use on services which involve bending or thermal cycles.
Usually screwed flanges are used for Galvanized piping.
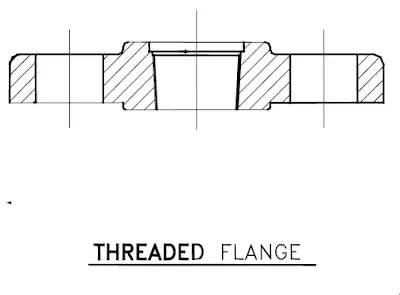
Sometimes, steel screwed flanges are seal welded to guard against leakage through thethreads.
Slip on Flanges:
Slip on type of flange is widely used because of its low initial cost.
Slip on flange is attached to pipe by fillet weld. The welding is either at the back or at backand face. Usually this flange is double welded and vented with the use of 1/8” pre drilled holes through hub. During welding at the face, care should be taken so as to avoid distortion and refacing.
The strength of this flange as calculated from internal pressure consideration is approximately two-thirds that of a corresponding welding neck type of flange.
The use of this type of flange is usually limited to moderate services where pressure fluctuations, temperature fluctuations, vibrations and shocks are not expected to besevere. The fatigue life of this flange is approximately one third that of a welding neck flange.
Slip on flange is not recommended for corrosive and/or critical services.
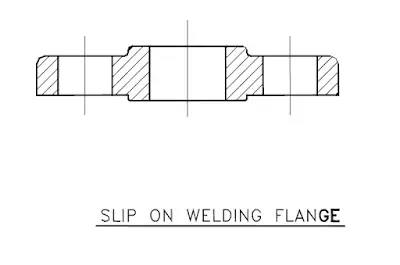
Use of slip on flange is usually limited to class 300 (refer para on pressure temp. rating) and design temperature not exceeding 500° F.
It is essential to ensure proper alignment of bolt holes before welding this type offlange.
Welding - neck Flanges
Welding-neck flanges have a long, tapered hub between flange ring & weld joint. This hub provides a more gradual transition from the flange ring thickness to the pipe wallthickness, thereby decreasing the discontinuity stresses and consequently increasing thestrength of the flange. Also welding area is sufficiently away from the face to avoid unduedistortion.
This type of flange is attached to pipe by having butt weld which can be radiographed if required.
This type of flange is preferred for extreme service conditions such as repeated bending from line expansion or other forces, wide fluctuations in pressure or temperature,high pressure, high temperature and sub zero temperature.
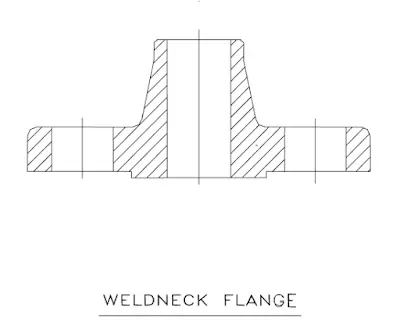
This type of flange is recommended for the handling of costly, inflammable or explosive fluids where failure or leakage of a flange joint might bring disastrous consequences.
While ordering this type of flange it is necessary to indicate schedule number thickness or I.D and O.D. of connected pipe so that bore of the flange as well as butt welding ends can be machined to suit pipe.
The welding neck flange also requires accurate alignment of bolt holes before welding.
Socket-welded flanges
These flanges are usually used upto 2” size for lines where socket welded joints are permitted.
In this type of flange, hub part has a socket to suit pipe and flange is attached to pipe byhaving a fillet weld at the back. There is no provision for face welding in this type of flange.
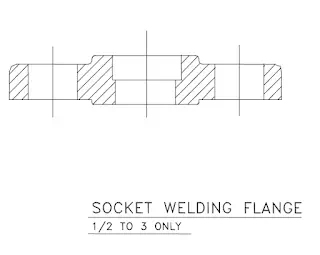
Their use and limitations are same as those applicable to slip-on flanges.
Blind Flanges:
These are used to block-off the ends of piping and valves. These flanges are also used extensively to blank off pressure vessel openings such as handholds and inspection ports.
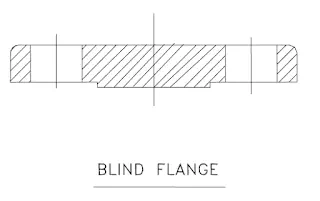
Blind flanges absorb high bending stresses but do not have to absorb stresses caused by thermal expansion or by weight of the piping system.