Coal
Coal takes millions of years to form
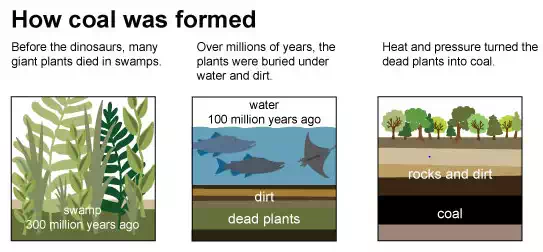
Coal is a combustible black or brownish-black sedimentary rock with a high amount of carbon and hydrocarbons. Coal is classified as a nonrenewable energy source because it takes millions of years to form. Coal contains the energy stored by plants that lived hundreds of millions of years ago in swampy forests.
The plants were covered by layers of dirt and rock over millions of years. The resulting pressure and heat turned the plants into the substance we call coal.
Different Types of Coal
It is important to be aware that "coal" can cover a variety of finished products of differing values and requiring different treatment. The main division is between "coking" coal and "energy or steaming" coal. Coking coals, used to make coke for use in blast furnaces, have particular properties which allow it to form a good coke when put through a coking process which involves heating in an atmosphere deficient in oxygen. There are a number of coal properties which are important in this context, including the "volatile content", "caking" properties, hardness, and strength of the coke formed, free swelling index (how much the material swells during the process), etc. These properties do not affect the way coal is mined, but they do affect the value of the product and there are different grades of coking coal, from "hard" coking coals (the best grade), through "medium" to "soft" coking coals, and even "semi-hard" and "semi-soft". The individual property values for each classification is more a marketing exercise than a precise definition.
Energy or steaming coal is not suitable for coke making and, as the name implies is used for heating, the vast majority in power stations generating electricity, with lesser amounts used in cement manufacture, small boilers and other specialist markets. Coking coal can be used for these purposes, but that would be wasteful. The ability to blend different types of coal enables some coals which do not coke well to be used with higher grade coals to form an acceptable mix. Developments in blast furnace technology (pulverized coal injection in particular) have also allowed lower quality coals to be used in steelmaking in place of a portion of the coke.
The value and treatment of coal is also affected by other properties:
· Ash content – all coal contains material which will not burn and which forms the ash left after burning, a waste product which presents a disposal problem; other factors being equal, the higher the ash content the lower the value of the coal
· Moisture content – all coal contains some moisture naturally, and the mining process may remove some but usually adds more. The weather will also affect the moisture content during transport and storage. Most sales contracts specify a maximum moisture content with penalties if this is exceeded (customers do not want to pay coal prices for water)
· Coals may contain a number of impurities (such as sulphur or phosphorous) which, while they may be in very small quantities become significant because they can result in atmospheric pollutants when burnt or can affect the properties of steel produced.
Coal is frequently treated or "washed", in most cases to remove some of the ash to make it saleable or to increase its value. There are several examples where coal is untreated, mostly where it is used by a power station or cement works adjacent to or close to the mine site. In most other cases, some degree of treatment is carried out.
There are some special coals:
· Brown coal, which is part way between peat and black coal, basically a poor quality coal, usually with a very high moisture content, but which can be economically important if mined in large quantities and fed into boilers adjacent to the mine site (i.e. minimal transport costs).
· Anthracite, a high quality coal due to its high fixed carbon content (not a coking coal), once a premium coal for steaming purposes but now relatively rare and only utilized in specialist applications such as a graphitizing material for electrode paste and as a reductant for reducing metal oxide ores.
Coal transport
Once cut, the coal has to be transported from the face area to the surface. There are localized transport systems at the mining face areas to carry the coal from the cutting machines to the main transport systems. These localized transport systems (shuttle cars, AFC's, BSL's, etc) are dealt with in following sections relative to the different types of mining. This section refers to the main transport systems out of the mine.
Before the development of suitable conveyor belts, coal was transported from the mine by rail transport systems, but today coal transport is almost invariably by conveyor belts. In a mine with drift or adit access, the conveyor transport can be all the way to surface but in a mine with only shaft access winding or hoisting of coal in the shaft is required.
The use of conveyors introduces a requirement for roadways to be mined as straight as possible with changes of direction minimized as far as possible. Every change of direction will require a new conveyor drive installation which involves the drive pulleys and motors, a tensioning device, electrical control equipment and transformers, transfer chutes and cleaning arrangements. This is a lot of equipment which requires space for installation (usually necessitating additional excavation), and requires continual maintenance and cleaning. Transfer points are always potential sources of problems as chutes can be easily blocked, dust is created and spillage is common. A few large installations are better than a lot of small ones. This has an influence on mine planning. Conveyor belts in drifts are usually special types because of the large change in elevation involved. The belt itself usually requires extra strength and steel cord belts are commonly used. It is often beneficial to have a provision for storage in a conveyor system to both allow operations to continue for a period in the event of a delay in the downstream section and to optimize the coal conveying system capacity. This usually takes the form of a vertical excavation either above or below the seam, referred to as a "bin" the conveyors passing through a short drift from the seam to the top or bottom of the bin.
A method of coal transport used in some special instances, where mining is taking place in steep seams, is hydraulic transport. There are some mines (notably in New Zealand) where the coal is mined hydraulically using high pressure water jets (or "monitors"). From that point gravity is used to carry the water and coal along steel troughs or "flumes" to holding dams where it is either flumed or pumped from the mine. The coal and water are subsequently separated, the water recirculated to the mine and the coal prepared for market.
The Mining Process
Once a mining lease has been awarded to an operator, exploration (i.e. evaluation of the resource) takes place, followed by a planning and development process before excavation or mining begins. The initial task is to gain access to the seam from the surface by some means (shafts, drifts, etc – see Access to Seam from surface section for these terms). Once access has been gained into the coal seam, workings are developed by mining a series of roadways (or "headings"). These roadways are tunnels largely, if not totally, within the seam, usually rectangular in shape though on occasions they may have an arched or even circular profile. The roadways are connected at intervals by other roadways known as "cut-throughs", thus forming areas of coal "pillars", most commonly but not always rectangular in shape. These pillars should be of a size which is stable (i.e. they will not crush out) for the existing strata/stress conditions and for any future altered conditions caused by further excavation. The minimum pillar size may be specified by legislation (e.g. the smallest dimension to be not less than 10% of the seam depth below surface) but this can usually be varied with approval of the statutory authority if assessment by appropriate experts indicates there is no unacceptable risk involved.
The roadways are commonly around 5m wide, and a maximum width may be specified by legislation (this again may be varied with approval after assessment of the risk). They are typically driven at 2.5 to 3.5m in height (which accounts for over 95% of all Australian coal mine roadways). In thinner seams they may be partly driven in roof or floor strata whilst in thicker seams coal may be left in the immediate roof or floor to provide a comfortable working height and/or to control roof or floor conditions. Whatever height is chosen is referred to as the "working height".
Such roadways need to be stable for extended periods (some for the whole life of the mine) and in most mines this means supports need to be installed to reinforce the roof and in many mines, the sides (referred to as "ribs") and sometimes even the floor strata. This support work is an expensive process, primarily due to the extent of manual handling and operation involved.
For this reason, such sets of roadways are usually driven at different locations and in different directions to delineate larger blocks of coal to be extracted by other means. The above process is referred to as "first workings" or now more commonly as "development". Provided the pillars remain stable, this type of mining will not give rise to subsidence at the surface In some mines or parts of mines first workings is the only type of mining permitted, where surface or sub-surface structures need to be protected or projected levels of subsidence are unacceptable. For most mines, however, it would be uneconomic to operate with first workings only. For this reason, other methods of mining have been developed to remove large blocks of coal between areas of first workings, methods which require minimal "permanent" support or which use temporary, reusable supports. Usually the coal from these large blocks is extracted while retreating from a boundary back to the main mine access and the roof strata is allowed to collapse into the cavity formed, such an area of collapsed roof being known as a "goaf" (at other times and places also referred to as a "waste" or "gob"). The plural of "goaf" is usually written as "goaves".
This stage of mining is known as "second workings" or "pillar extraction". Longwall mining is one method of pillar extraction, now the most common method in use in Australia, and probably worldwide. Before longwall mining methods had been developed to operate satisfactorily in most conditions, a lot of pillar extraction was carried out using continuous miners, and such methods are still in use in places for a variety of reasons.
MINE PLANNING
Planning Process
Once all the exploration information is available, planning can begin in earnest, though often it begins while the exploration process is still in progress. The start of the planning process is the elimination of any parts of the lease which cannot be worked at all or cannot be readily mined for whatever reason. This, together with some knowledge of coal quality will allow an estimate of the value of the resource, depending on the assumptions made regarding operating costs, the percentage of coal recoverable and future sale prices. Assuming the project continues past this point, the next step would be to decide seam access locations. This will require an assessment of possible surface sites taking into account all factors as described in the following section "Access to Seam from Surface", and the result will probably entail additional constraints on planned workings.
A decision has to be made on the type of operation – a longwall or continuous miner only operation and production levels desired, which will suggest the type of mine layout and quantity and size of equipment. At this stage a mine layout has to be designed to fit in with the known constraints, either for the life of the mine or for an acceptable period (5, 10, 20 years, whatever is considered adequate by the mine owners). In order to do this, some strata stability assessments need to be made to ensure whatever pillar size(s) has been chosen is stable and what extent of roof support will be required (primary and secondary). A forecast of likely development and extraction rates will also be required. Any layout should at least consider the best mining direction with regard to stresses (generally roadways parallel to the major principal stress are most stable), assuming something is known of the stress field. Consideration also needs to be given to seam gradients and any effects these may have on operations; what will happen to mine gases in goaf areas, where will waste water run or accumulate?
The time it will take to travel from surface to the face areas of the mine at different times in the mine life can become an important factor particularly with regard to personnel transport. While people are travelling they are being paid but are not doing productive work – either production stops during the shift change, or shifts overlap so the labour costs effectively double during the shift change (or even treble in the event of overtime being paid during travel time). This can affect the type of seam access chosen and its location.
Having completed a design for the mine (or maybe several alternatives), it will be necessary to see if it works satisfactorily. Initially this would be a physical check to see if, for example, the development units can complete panels in time for longwall continuity, if annual production rates are satisfactory, etc. This can be done manually, measuring on a mine plan where mining units will be periodically, but this is a very time consuming process.
There are now various types of computer program which can be used for planning purposes. These range from standard project management programs where information is in word or numerical form through to programs designed specifically for mining and which can also present information in a pictorial (plan) form.
The ability to ventilate the mine also needs to be checked and again there are computer programs available for this purpose, Ventsim being the most widely used in Australian underground coal mines. Setting-up computer models and manipulating them is a somewhat specialized skill and, unless training of mine personnel can be justified for this purpose, specialist consultants are generally used. If starting with a blank sheet, the number of possible variations to a mine design is large, and even with the use of computer models it is not practical to examine all of them. Some parameters will always have to be specified in advance to limit the modeling to be done (eg longwall face length is often specified in advance). Initially, the model detail need not be great in order to quickly eliminate less successful options, but detail needs to be steadily increased as the best options become more apparent. Having obtained a small number of likely options, financial details need to be included to evaluate the overall economics of each option. Most computer based mine planning programs are able to undertake basic financial and economic evaluations. Either forecasts have to be made with regard to relative costs and sale prices of the product (including movements in international currency values) or the evaluations are worked out in today's dollar values based on the assumption that relative values remain unchanged. It is possible that financial results may indicate the need for a complete revision of the mine plan at this stage.
Following the above process, possibly for several alternatives, a final optimized plan will emerge. This should be examined for sensitivity to a range of variables so that the key factors likely to affect performance are understood. This is a simple process once the computer model is constructed. By this stage the degree of detail included in the model should be great. Even apparently small factors can have a major effect. As an example, say a niche to locate equipment has to be mined in each pillar of a longwall panel and each one takes only an hour to excavate and support. It would not be uncommon to have 40-50 pillars in a panel, so the niches amount to around 2 days work assuming 24 hour operations. To have a longwall idle for 2 days can easily amount to $2million or more of lost income, a not inconsiderable amount (it may not be totally lost but will not be recoverable until the end of the mine life which could be too far away to be considered).
It is suggested above that the planning process is a step by step process going from a starting point and progressing steadily to a finished plan. In truth it is more of an iterative process with several possible start points. As plans are developed, better ways of carrying out earlier parts may be identified requiring a reassessment of the plan from that part onwards.
Though the process will arrived at a "final" plan on which the project proceeds, this should be reviewed continually, including updating the latest position of mining units, the latest exploration information and possibly including adjusted production or development rates and costs/prices based on actual performance or revised forecasts. This ongoing planning process can be equally as important to a mine's success as the initial plan prior to the start.
Continuous miners
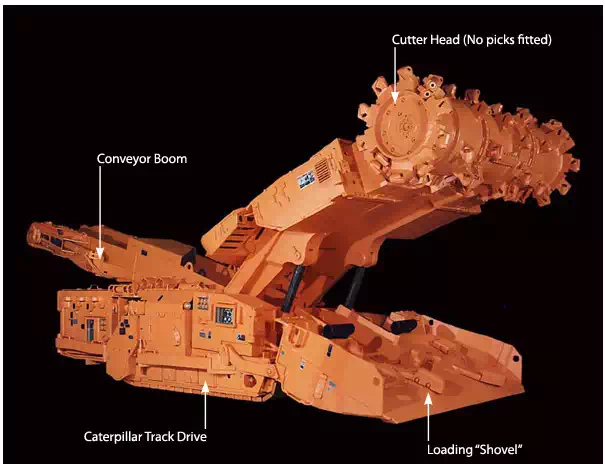
Though there are many variations in design, continuous miners mostly consist of five main elements:
· A central body to carry all other components mounted on some type of drive mechanism to provide mobility (most commonly caterpillar tracks).
· A "cutting head" usually rotating drum(s) and/or chains with cutting picks attached
· A loading mechanism to pick up cut coal and deliver it into the central part of the machine
· A conveying system, usually a chain conveyor running in a steel trough from front to rear of the miner
· A rear jib section capable of a degree of vertical and horizontal movement to enable the coal to be delivered into a transport or loaded at a desired point.
Some continuous miners (at one time almost all) could not cut the full roadway width in one pass but had to be moved backwards and forwards and from side to side in order to cut the full profile. This often results in a very rough rib line (bad for stability and ventilation flow) and delays the ability to install support into/under freshly exposed roof for a period. The advantages of the ability to cut the full profile in one pass was recognized early, but was not easy to achieve. Cutting forward in a straight line could be readily accommodated, but it is necessary to be able to turn corners, mostly at right angles, and to be able to retreat the cutting machine from one roadway to relocate at frequent intervals. These factors have proved major stumbling blocks to many developments. In machines which covered the full face, steering in the vertical plane could also be a major difficulty.
The term "continuous" as applied to development machines has been one of the biggest misnomers used for mining equipment because, on development, they are usually anything but continuously cutting. The main delays mostly occur while roof support is installed and often waiting for shuttle cars to return from their discharge point for reloading. When actually cutting, cutting rates are usually more than adequate, but when averaged over a shift cutting rates are often poor and this is one of the reasons many mines have difficulty developing at rates adequate to prevent long delays on longwall production. As a result, development is an area receiving major attention in recent times. Many of the difficulties have been overcome and most modern continuous miners are "full face" machines. They also have roof bolting equipment mounted on the miner in locations allowing roof bolts to be installed reasonably close to the face.
The "ideal" continuous miner would:
· Be able to cut the full face in one pass
· Be easily moveable between locations without dismantling parts
· Be able to excavate right angle turns with a minimum radius
· Have roof and rib bolters fixed to the machine in a location where each row of the designed support pattern can be installed without moving the miner and be installed close to the cut face if necessary
· Have adequate space alongside to allow good ventilation of the face area for efficient removal of gas and dust.
· Allow strata supports to be safely installed while coal cutting continues
Many of these ideals have been achieved to varying degrees of satisfaction (the last being an area of minimal success), but matching development rates with longwall retreat rates is still a major problem for many mines. Increasing numbers of development units to attain longwall continuity is expensive and provides extra strain on all other service functions (personnel, ventilation, materials handling, power and water supplies, gas drainage, etc, etc) and is not usually a satisfactory solution.
Common Planning Problems
1. A problem right at the start is getting agreement on definitions and terminology. As an example literature frequently refers to production rates per shift. What is often not stated is the shift length; if the rate is an average for all shifts, including non production shifts, or for only shifts where coal is cut; if it includes non production shifts is it for all or only planned non production. The rates actually used are not important as long as everybody is clear as to what is meant and is consistent, and as long as comparative information is adjusted to the same basis.
2. It is obvious that any plan will only be accurate if the information included and the assumptions made are correct. With a new mine there is no experience in that location (though nearby mines may be able to provide this), no historical performance information and no historical costs available. As a result it will be no surprise if some variation between plan and actual results becomes apparent. When the vagaries of economic conditions are added to this, the likelihood of performance being exactly as planned is low. It is seldom likely after a few years' production that a mine layout closely resembles the original plan except where conditions are fairly simple or were well known in advance. It will be necessary to continue refining and adjusting the plan throughout the life of the mine.
3. While it would appear self evident that such a complex organization with so many variables as a modern coal mine would require a high standard of planning, it is the writer's opinion that this is an area of the operations that is frequently poorly handled.
Typically when a mine is first envisaged a project team is set-up involving a good range of expertise, the team usually increasing in size as the project advances and, because a very large investment is being made for a long term return on that investment, planning is very detailed and of a good standard. However the mine has no history to provide typical production rates, etc, and only has information from exploration which may have missed important factors.
Once the mine reaches the production stage and the project is "completed", it is typically handed over to an operating team, the project team being dispersed, moved to another project or absorbed into the operating team, and it is from this point that planning tends to take a back seat. To start with a plan is already in place suited to what is known at that time and there is no reason to change it so planning has a low priority. Planning departments are often set-up within the management structure, staffed by personnel with other duties and frequently staffed by personnel with limited experience. There is often a high turnover of staff in planning departments as personnel progress to other more senior functions. As the lease becomes better known and various constraints (internal or external) become apparent the need to change the plan arises and the importance of planning increases, but this is not always recognized by an upgrade of planning departments.
4. As well as the issues noted above, there are other factors which also act against planning being fully satisfactory
o It is important that operational personnel are involved in the planning process, but in the eyes of operational personnel, planning for tomorrow will always be a lower priority than production today (after all, without the latter there will be no tomorrow).
o Typically a plan drawn-up by one or two individuals will be overviewed and agreed to by the operational personnel, but the latter have little time available to give the plan the attention it requires.
o There is a tendency for realistic plans which are not acceptable economically to be made acceptable by applying increased performance to the same resources - the "wishful thinking plan".
o In the past the detailed planning/scheduling process was a tedious manual process and assessing alternatives was time consuming. Now there are excellent computer modeling processes available which make the process easier but which require a degree of expertise to operate properly. Consequently the computer model is frequently drawn-up by an expert in the modeling process overseen by an expert on the mine rather than the whole process being carried out by one person who knows both. This has potential for error and it suggests a large degree of refinement is required for planning programs to ensure end users are able to develop and use the planning models. It also reflects the junior status often attributed to planning (compared to production), the lack of computer literacy among more mature mining personnel and the lack of mining experience of a new generation of fully computer literate engineers.