Air drilling
Air drilling—also known as pneumatic percussion drilling[1] —is an underbalanced drilling (UBD) technique in which gases, usually compressed air or nitrogen, are used to cool the drill bit and lift the cuttings of a wellbore in place of conventionally used liquids. Known for being more efficient and inexpensive than conventional drilling, air drilling still has drawbacks and skeptics, despite its 60-year history of use in the industry.
History
The first recorded use of air drilling was in the early 1860s. A piston-type compressed air mechanical drill bit bored an 8.5-mile-long Mont Cenis Tunnel in the Alps. Air drilling became a popular alternative to rotary drilling in the late 1940s and early 1950s.[2] Because of limited air compression equipment to properly clean the annulus as the well was drilled, air-drilled holes were normally limited to shallow wells (<6000 ft.). But by the late 1970s, air-drilled holes became deeper when larger volume air compressors and high-pressure boosters were developed. The use of high-pressure air compression equipment rose after the downturn of the oil and gas industry in the 1980s because of the development of a high-energy air hammer and diamond-enhanced hammer bits. The hammers and bits greatly increased the rate of penetration and footage in such air drilling areas as the Appalachian and Arkoma Basins, thus reducing drilling costs in these areas. These new developments also opened the door for deeper air drilling applications by decreasing both the number of bit trips and the need to downsize the hole's diameter from gauge wear.[3]
Types
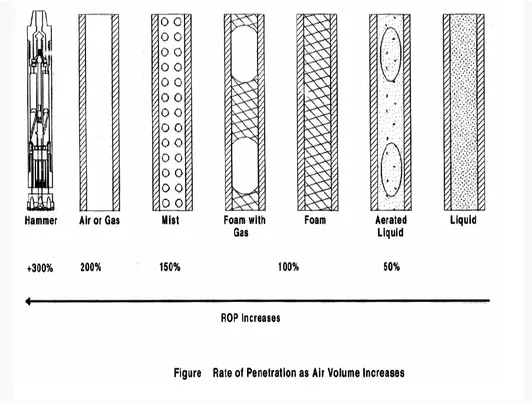
The type of air drilling required depends on drill site conditions, including presence of wellbore fluid influxes or oil-based mud. Air drilling methods include dust drilling, mist drilling, foam drilling, aerated drilling, and nitrogen membrane.
·
Fig. 1 – Air Drilling Techniques<ref name="r3">
Dust drilling is another term for air drilling; compressed air is the sole circulating medium. Because no fluid is injected, the annular returns are “dust.” Dust drilling provides an ideal environment for use with air hammers, is the least expensive type of air drilling, requires no fluid system for cleanup, provides maximum penetration rates, and extends drill bit life. However, dust drilling cannot effectively handle wellbore fluid influxes, those influxes will wet cuttings and result in mud rings in the annulus, and there is a risk of a down-hole fire if mud rings are not eliminated. Switching to mist or foam drilling would allow continued air drilling in the presence of water.[4]
Mist drilling is air drilling with liquids, generally water, soap, and chemical inhibitors. The water and soap mixture is added to the air stream at the drilling surface at a controlled rate to improve annular hole cleaning. Many different mediums can be used for mist drilling (water, surfactants, etc.) The annular pressure increases in mist drilling, so the rate of penetration will usually be lower than in dust drilling. In mist drilling, the rate of penetration is higher than in conventional mud drilling, drilling can proceed while producing fluids, hold cleaning capacity improves, risk of downhole fires decreases, and no nitrogen is needed. But the penetration rate is still slower than in dust drilling and water influx makes misting uneconomical. If large liquid influxes are encountered, foam or aerated mud drilling are more viable options.[4]
In foam drilling, water, surfactants, and air are combined to create a stiff foam. The foam is then circulated as a drilling fluid. The cuttings carrying capacity is 6-7 times greater than dust drilling, and the required annular velocity for optimum hole cleaning is significantly lower. The lower air volume equals less air equipment is required than in dust or mist drilling. Holding back pressure on the annulus can reduce water influx and/or maintain hole wall stability. But foam drilling has its drawbacks: surface requirements, or pits, for foam can become a problem; large pits must be built to contain foam and allow time for the foam to settle; the cost of chemicals to break down foam can be high; a large influx of fluids can break down the foam, reducing hole cleaning.[4]
Air or Nitrogen is added to the liquid phase of the drilling fluid, lowering the effective mud weight, in aerated drilling. The air or nitrogen is injected directly into the standpipe, using parasite string, or using concentric casing strings. Corrosion inhibitors are highly recommended in this method. Nitrogen must be used with oil based mud or when working with a closed loop system (closed separator), and it is highly recommended when oil or condensate influx is expected. Aerated drilling can be used with most types of drilling fluids, allows for the adjustment of bottomhole pressures by changing the gas injection rates, and increases penetration rates by lowering the annular pressure on the formation.[4]
Like mist drilling, Nitrogen membrane drilling minimizes chance of downhole fire. Membrane units usually reduce operating costs when compared to cryogenic (liquid) nitrogen drilling and transportation problems related to liquid nitrogen are eliminated.[4] The US patent for nitrogen membrane drilling is held by Weatherford, which owns the largest fleet of on-site generated membrane Nitrogen Production Units in the world.[5]
Functions
The most common air drilling applications include: hard rock drilling where rate of penetration is less than 15 ft./hr. using mud, areas that have deviation problems with conventional BHA's and use light WOB, lost circulation issues, and pay zones that are sensitive to formation damage.[4]
Advantages
Because air is the ideal low density drilling medium, air drilling provides many advantages. To achieve the best results and greatest economy, several factors must be considered for air drilling. The best conditions for air drilling involve hard, dry formations that produce relatively few formation liquids. Once the formation is completely dry, or the influx of liquids is small enough to be absorbed in the air stream, the drill cuttings return to the surface as dust. The process allows for the immediate and sustained evaluation of hydrocarbons.[6]
Other advantages of air drilling are low cost, increased rate of penetration, extended bit life, superior control in cavernous and lost circulation areas, and minimal damage to liquid-sensitive pay zones.
The drill string always remains on the bottom when gas is encountered, which is a tremendous advantage in well control. If no gas is in the hole when a trip is made, no gas will be in the hole when the new bit is returned to the bottom. Sometimes holes filled with mud will allow gas to enter the well bore because of reduced hydrostatic pressure, creating well control issues. With air drilling, gas that has already been penetrated will enter the well bore on trips, but the amount of gas is a known quantity that can easily be jetted away from the rig and operating personnel.
Increased rate of penetration occurs because the low density of air or gas used minimizes hydrostatic pressure and aids with fracturing.[1] The rate of penetration in air drilling has been recorded at up to 200 ft/hr compared to 30 ft/hr in conventional drilling.
Disadvantages
Large water-bearing formations are the biggest enemies of air drilling, and the rate of formation water influx that can be handled is not defined. However, when water is encountered, mist, foam, aerated, or slug drilling can be used. Other disadvantages to air drilling include: possible downhole fires and explosions, sloughing of formations (when dry or wet), and soft formations. Such disadvantages reduce air drilling's efficiency, but modern air equipment can handle the challenges. Another detriment of air drilling is bits going out of gauge, which is prevalent when hard, abrasive quartzite sands are drilled.[6]