THE DRILLING PROCESS
After a workpiece is laid out and properly mounted, the drilling process can begin. The drilling process, or complete operation, involves selecting the proper twist drill or cutter for the job, properly installing the drill into the machine spindle, setting the speed and feed, starting the hole on center, and drilling the hole to specifications within the prescribed tolerance. Tolerance is the allowable deviation from standard size. The drilling process must have some provisions for tolerance because of the oversizing that naturally occurs in drilling. Drilled holes are always slightly oversized, or slightly larger than the diameter of the drill's original designation. For instance, a l/4-inch twist drill will produce a hole that may be several thousandths of an inch larger than l/4-inch.
Oversizing is due to several factors that affect the drilling process: the actual size of the twist drill, the accuracy of the drill point, the accuracy of the machine chuck and sleeve, the accuracy and rigidity of the drilling machine spindle, the rigidity of the entire drilling machine, and the rigidity of the workpiece and setup. Field and maintenance shop drilling operations allow for some tolerance, but oversizing must be kept to the minimum by the machine operator.
Selecting the Drill
Selecting the proper twist drill means getting the right tool for the job (see Table 6-2 in Appendix A). The material to be drilled, the size of that material, and the size of the drilled hole must all be considered when selecting the drill. Also, the drill must have the proper lip angles and lip clearances for the job. The drill must be clean and free of any burrs or chips. The shank of the drill must also be clean and free of burrs to fit into the chuck. Most drills wear on the outer edges and on the chisel point, so these areas must be checked, and resharpened if needed, before drilling can begin. If the twist drill appears to be excessively worn, replace it.
Installing the Drill
Before installing the drill into the drilling machine spindle, clean the spindle socket and drill shank of all dirt, chips, and burrs. Use a small tile inside the socket to remove any tough burrs. Slip the tang of the drill or geared drill chuck into the sleeve and align the tang into the keyway slot (Figure 6-30).
Tap the end of the drill lightly with a soft hammer to seat firmly. Another method used to seat the drill into the sleeve is to place a block of wood on the machine table and force the drill down onto the block.
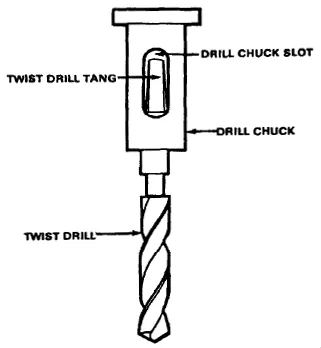
Figure 6-30. Installing a taper shank drill.
Selecting Drill Speed
Speed refers to the revolutions per minute (RPM) of the drilling machine spindle. For drilling, the spindle should rotate at a set speed that is selected for the material being drilled. Correct speeds are essential for satisfactory drilling. The speed at which a drill turns and cuts is called the peripheral speed. Peripheral speed is the speed of a drill at its circumference expressed in surface feet per minute (SFPM). This speed is related to the distance a drill would travel if rolled on its side. For example, a peripheral speed of 30 feet per minute means the drill would roll 30 feet in 1 minute if rolled on its side.
It has been determined through experience and experiment that various metals machine best at certain speeds; this best speed for any given metal is what is known as its cutting speed (CS) (see Table 4-2) in Appendix A. If the cutting speed of a material is known, then a simple formula can be used to find the recommended RPM of the twist drill.