
TYPES OF BIOREACTORS
STIRRED TANK FERMENTER
Microbial fermentations received prominence during 1940's namely for the production of life saving antibiotics. Stirred tank reactor is the choice for many (more than 70%) though it is not the best. Stirred tank reactor’s have the following functions: homogenization, suspension of solids, dispersion of gas-liquid mixtures, aeration of liquid and heat exchange. The Stirred tank reactor is provided with a baffle and a rotating stirrer is attached either at the top or at the bottom of the bioreactor. The typical decision variables are: type, size, location and the number of impellers; sparger size and location. These determine the hydrodynamic pattern in the reactor, which in turn influence mixing times, mass and heat transfer coefficients, shear rates etc. The conventional fermentation is carried out in a batch mode. Since stirred tank reactors are commonly used for batch processes with slight modifications, these reactors are simple in design and easier to operate. Many of the industrial bioprocesses even today are being carried out in batch reactors though significant developments have taken place in the recent years in reactor design, the industry, still prefers stirred tanks because in case of contamination or any other substandard product formation the loss is minimal. The batch stirred tanks generally suffer due to their low volumetric productivity. The downtimes are quite large and unsteady state fermentation imposes stress to the microbial cultures due to nutritional limitations. The fed batch mode adopted in the recent years eliminates this limitation. The Stirred tank reactor’s offer excellent mixing and reasonably good mass transfer rates. The cost of operation is lower and the reactors can be used with a variety of microbial species. Since stirred tank reactor is commonly used in chemical industry the mixing concepts are well developed. Stirred tank reactor with immobilized cells is not favored generally due to attrition problems; however by separating the zone of mixing from the zone of cell culturing one can successfully operate the system.
AIR-LIFT FERMENTER
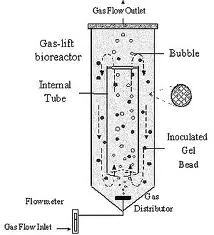
Airlift fermenter (ALF) is generally classified as pneumatic reactors without any mechanical stirring arrangements for mixing. The turbulence caused by the fluid flow ensures adequate mixing of the liquid. The draft tube is provided in the central section of the reactor. The introduction of the fluid (air/liquid) causes upward motion and results in circulatory flow in the entire reactor. The air/liquid velocities will be low and hence the energy consumption is also low. ALFs can be used for both free and immobilized cells. There are very few reports on ALFs for metabolite production. The advantages of Airlift reactors are the elimination of attrition effects generally encountered in mechanical agitated reactors. It is ideally suited for aerobic cultures since oxygen mass transfer coefficient are quite high in comparison to stirred tank reactors. This is ideal for SCP production from methanol as carbon substrate. This is used mainly
to avoid excess heat produced during mechanical agitation.
FLUIDISED BED BIOREACTOR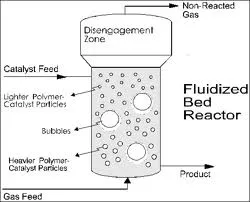
Fluidized bed bioreactors (FBB) have received increased attention in the recent years due to their advantages over other types of reactors. Most of the FBBs developed for biological systems involving cells as biocatalysts are three phase systems (solid, liquid & gas). The fundamentals of three phase fluidization phenomena have been comprehensively covered in chemical engineering literature. The FBBs are generally operated in co-current upflow with liquid as continuous phase and other more unusual configurations like the inverse three phase fluidized bed or gas solid fluidized bed are not of much importance. Usually fluidization is obtained either by external liquid re-circulation or by gas fed to the reactor. In the case of immobilized enzymes the usual situation is of two-phase systems involving solid and liquid but the use of aerobic biocatalyst necessitate introduction of gas (air) as the third phase. A differentiation between the three phase fluidized bed and the airlift bioreactor would be made on the basis that the latter have a physical internal arrangement (draft tube), which provides aerating and non-aerating zones. The circulatory motion of the liquid is induced due to the draft tube.
Basically the particles used in FBBs can be of three different types: (i) inert core on which the biomass is created by cell attachment. (ii) Porous particles in which the biocatalyst is entrapped.(iii) Cell aggregates/ flocs (self-immobilization). In comparison to conventional mechanically stirred reactors, FBBs provide a much lower attrition of solid particles. The biocatalyst concentration can significantly be higher and washout limitations of free cell systems
can be overcome. In comparison to packed bed reactors FBBs can be operated with smaller size particles without the drawbacks of clogging, high liquid pressure drop, channeling and bed compaction. The smaller particle size facilitates higher mass transfer rates and better mixing. The volumetric productivity attained in FBBs is usually higher than in stirred tank and packed bed bioreactors. There are several successful examples of using FBBs in bioprocess development.
PACKED BED BIOREACTOR
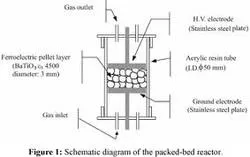
Packed bed or fixed bed bioreactors are commonly used with attached biofilms especiallyin wastewater engineering. The use of packed bed reactors gained importance after the potential of whole cell immobilization technique has been demonstrated. The immobilized biocatalyst is packed in the column and fed with nutrients either from top or from bottom. One of the disadvantages of packed beds is the changed flow characteristic due to alterations in the bed porosity during operation. While working with soft gels like alginates, carragenan etc the bed compaction which generally occurs during fermentation results in high pressure drop across the bed. In many cases the bed compaction was so severe that the gel integrity was severely hampered. In addition channeling may occur due to turbulence in the bed. Though packed beds belong to the class of plug flow reactors in which backmixing is absent in many of the packed beds slight amount of backmixing occurs which changes the characteristics of fermentation. Packed beds arc generally used where substrate inhibition governs the rate of reaction. The packed bed reactors are widely used with immobilized cells. Several modifications such as tapered beds to reduce the pressure drop across the length of the reactor, inclined bed, horizontal bed, rotary horizontal reactors have been tried with limited success.
BUBBLE COLUMN FERMENTER
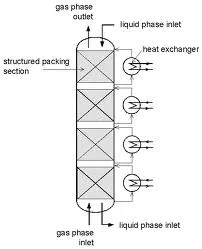
Bubble column fermenter is a simplest type of tower fermenter consisting of a tube which is air sparged at the base.
It is an elongated non-mechanically stirred fermenter with an aspect ratio of 6:1. This type of fermenter was used for citric acid production.