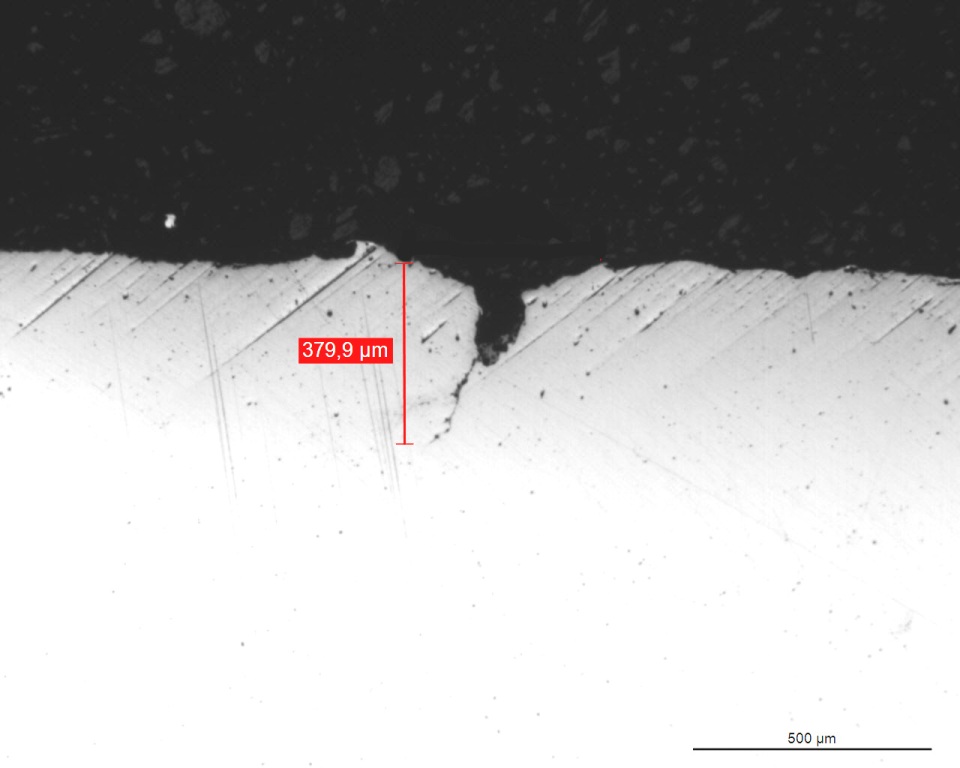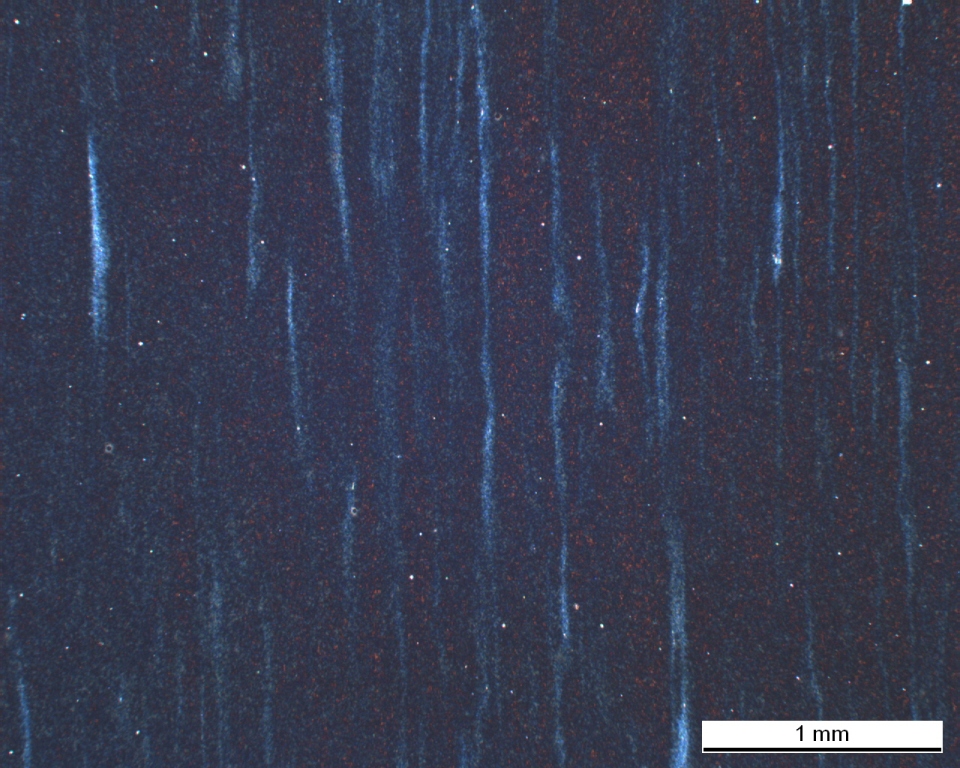
1.- Carbide segregations
Sensitivity in Magnetic Particle testing
It is common to see the term ‘crack-free’ used in product specifications and although the concept may be simple to understand, it is too wide and ambiguous.
Testing magnetic particles not only involves crack detection, but also allows us to locate a wide range of defects (The micro values mentioned below are the metallographic results of inconsistencies or defects in real Magnetic Particle tests).
· Inspecting steels often involves detecting segregations, macroinclusions or carbide alloys.
· One area which is beyond the capacity of visual control but picked up by magnetic particles are burrs which may be up to 14 µm in size.
· We can detect laps (300µm) in the threaded section of bolts.
· We can also detect marks generated during some of the stamping operations, with depth values of 4 µm.
· Detectable cracks can be 100 µm or more in depth.
· When we inspect lamellar cast iron, we can observe graphite sheets or grain boundaries just as we can with spheroidal cast iron. However, in the latter we can also detect a special type of inclusion: magnesium sulphates or silicates which are endogenous or exogenous in nature, commonly known as “dross”.
|
1.- Carbide segregations |
|
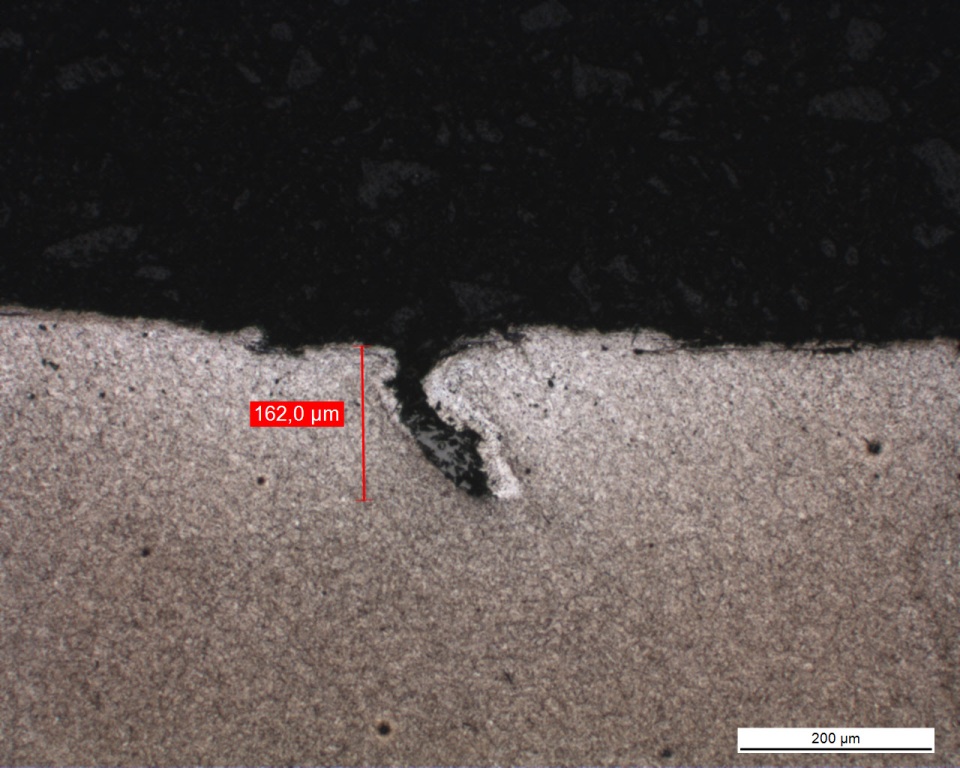
2.- MT-Carbide segregations |
|
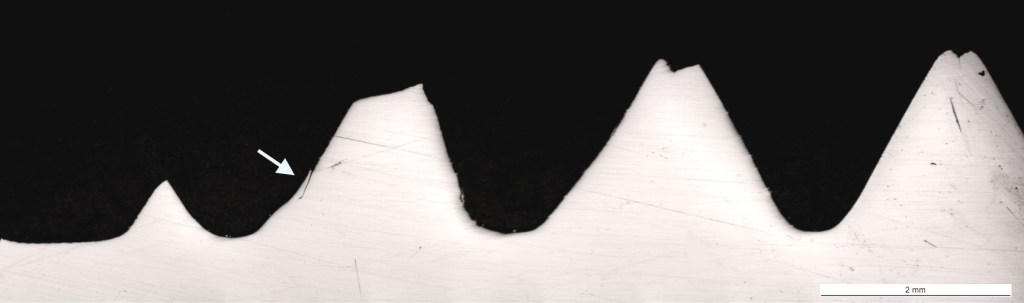
3.- Forging cracks |
|
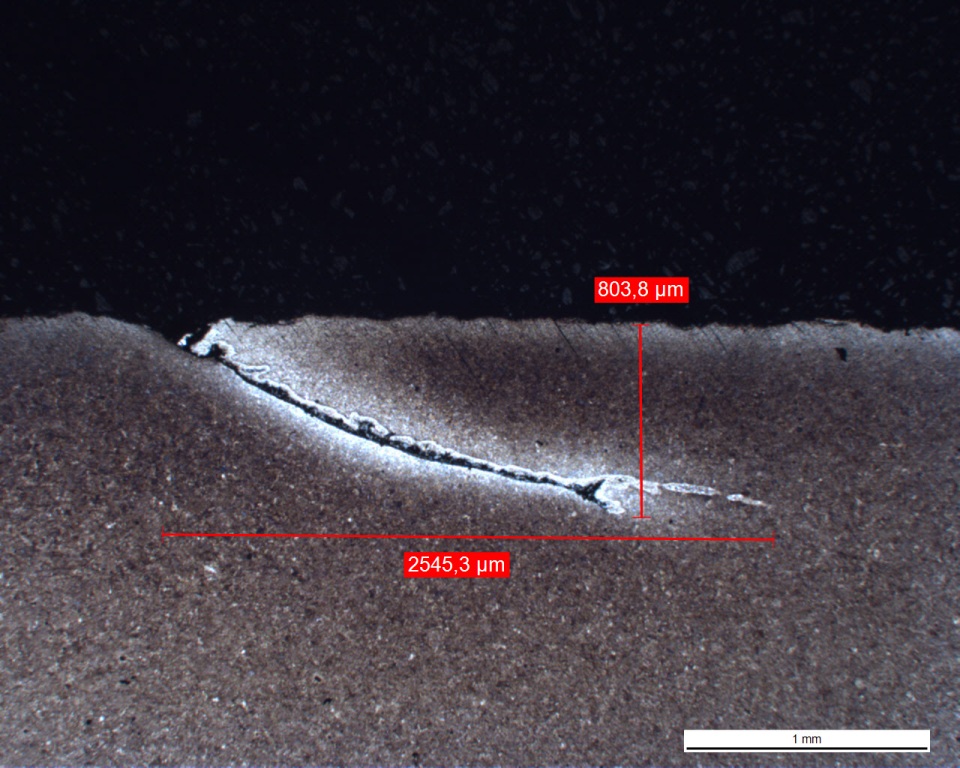
4.- Threaded bolt laps |
|
5.- Lap I |
|
6.-Lap II |
It is important to emphasize that we cannot attempt to detect indications which are smaller than the dimensions of the roughness of the skin itself (for cast, this can be around 14 µm). This is under the proviso that we take into account any superficial irregularities on the part which are acceptable, but we must also always bear in mind that using the naked eye to distinguish between sizes of less than 0.5mm is difficult. We are faced with the idea that defects which have been previously accepted in the visual test should also be admitted in magnetic particle testing. The criteria in both tests must therefore be related, although this is not always the case due to the complexity involved in creating equivalent terms and concepts in those 2 tests.
Even if regulations are adhered to, different testing parameters can cause variations in sensitivity and detectability; the type of particle, its size (which must lie between 1.5 and 40 µm, meaning that the precision with which some of the abovementioned indications are detected is not always the same), and the duration of the magnetization or tangential magnetization applied are all possible reasons which determine whether a part passes or fails a particular level of quality.
Generally speaking, an NDT is not a method for defining defects and regulations themselves (such as EN 1369, EN 10228-1 and EN ISO 23278) do not include it as a reason when categorizing levels of quality. This is where product specification should mark out anything which regulations fail to define, but always with reasonable criteria; in other words, based on reliable calculations. This part is usually always missing, so we should therefore also be rigurous when evaluating the results.
By way of real examples, we have included images of defects which have been detected by metal particles and measured metallographically.
We cannot determine a minimum value for a defect to be detectable by focusing purely on one testing parameter, nor may we advocate searching only for small defects on an industrial level, as this would involve trying to disguise a design which lacks safety features, or one which is poor. The manual and human elements of testing always leave room for error, which means that however effective and reliable the method is, it must not be taken as the only filter criteria for production.