Weld evaluation of brazed camshafts using ultrasonic testing
Ultrasonic Testing of Brazed Joints
Ultrasonic testing (UT) is commonly used to inspect the quality of brazed joints. The process of evaluating brazing quality is generally simple: using a focused transducer, ultrasonic waves are transmitted at 0° through the part along the radius of the shaft and focused on the brazed joint. By monitoring the amplitude of the echoes returning from the brazed joint position, one can evaluate the brazing quality. A weak echo is associated to a strong bond, where most of the ultrasonic waves travel through the bond. On the other hand, a strong echo means that there is no mechanical bond, causing the ultrasonic waves to bounce back at the brazed joint interface. A reference sample with a known unbonded area can be used to set the ultrasonic machine sensitivity and evaluate the amount or percentage of disbond in the part.
Camshafts
Camshafts are typically manufactured my machining cast iron, forged steel or billets down to the desired shape. Some manufacturers have started to produce camshafts by joining cams to shafts with a brazed joint. Due to the force being potentially applied to the brazed joint, a quality control is required to ensure brazing quality and that a sufficient percentage of cam is solidly brazed to the shaft.
Camshaft geometry
A camshaft is basically a shaft with cams distributed along its
length. Cams can come in different shapes with one common characteristic: there
is at least one protuberance found along the circumference of the cams,
resulting in an irregular shape. A common model is a cam with a nose (lobe),
where the brazed joint is not parallel to the outer surface. In such a
situation, there is little to no probability of recording an echo from the
joint; this is what will be referred to as the uninspectable area of a cam.

Brazed joint evaluation
It is not always necessary to inspect each individual part of the camshaft to control the quality of a production. A statistical analysis can be performed on sampled parts taken from the production line. The same logic applies to the uninspectable area of the cams; a statistical analysis can still be performed by monitoring the percentage of good brazing within the inspectable portion of the cams. When using ultrasounds to monitor the brazed joint quality, the evaluation must be normalized to ratio of inspectable area. For example, if the inspectable portion of a cam covers 65% of the circumference and the cam is found to be perfectly bonded, the output of the evaluation must be that the percentage of good brazed joint is assumed to be 100%.
TecView™ UT: efficient software for camshaft inspection
When inspecting a shaft, the natural and efficient way of
performing an automated inspection is to scan along the axis of the shaft and
rotate it by small increments, or to rotate the shaft continuously and index
the probe along its axis. With camshafts, a very large portion of the shaft
does not need to be inspected since the cams only cover a small portion of the
shaft. In order to optimize the scan efficiency and minimize scanning time, an
adapted scan type that allows to separate the scanning surface into
non-continuous inspection surfaces has been developed. With this tool, only the
cam surface is inspected and the probe indexes from one cam to another.

Only the cam surface is scanned and displayed at the proper position along the shaft. When properly calibrating the ultrasonic signal sensitivity, lacks of brazing can be identified and sized by applying a detection threshold on the echo bouncing from the brazed joint. If the probe frequency is high enough and a focused transducer is used, -6dB drop sizing can be applied. The reference level being provided by the calibrated reference sample.
Running an analysis without considering the inspectable ratio of
the cams does not allow to properly estimate the percentage of welded surface
of the full cam. In the above example, 35.9% of the cam surface is not
inspectable, as illustrated by the backwall echo.

If one wishes to estimate the percentage of successful brazing (or lack of brazing) per cam, it is necessary to evaluate the percentage of inspectable cam section and correct the data. Considering an inspectable ratio of 64.1% (100% – 35.9%), the following data is obtained with TecView™ UT:
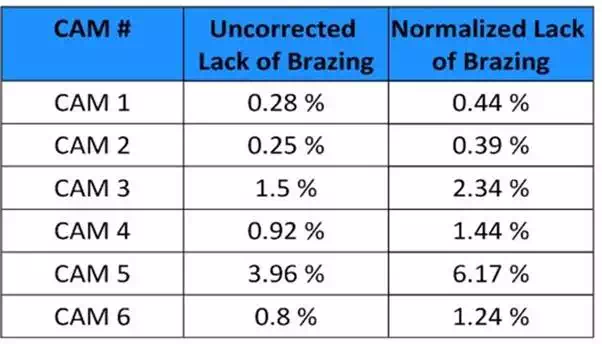
This ultrasonic testing method proved to provide a valuable tool for performing statistical analysis during camshaft production even without complete coverage of the brazed surface between the cams and the shaft.