Vibration Analysis

The
vibration signature of a machine is the characteristic pattern of vibration it
generates while it is in operation. It has been shown many times over that the
vibration of an operating machine provides far more
information about the inner workings of that machine than any other type ofnondestructive test. A bearing that has a small
developing fault will cause a tell-tale change in the machine's vibration, as
will a weight imbalance condition, a shaft or coupling misalignment, or any of
a myriad of other faults.

With
virtually all building owners and operators seeking reductions in plant
maintenance manpower, as well as greater efficiency of all maintenance
practices, the value of vibration analysis has become more obvious in recent
years. Vibration analysis provides a thorough evaluation of all moving parts of
one's plant equipment and machinery, can identify root causes as well as
specific machine faults, and most importantly, is capable of correctly
identifying those machine faults when or actually before they first appear.
Vibration
analysis, properly applied, allows the detection of small developing mechanical
defects long before they become a threat to the integrity of the machine, and thus
provides the necessary lead time to suit the needs and schedules of the plant
operators / management. In this way, plant management has control over the
machines, rather than the other way around. Properly applied, vibration
analysis offers the following significant benefits:
|
|
Transition from
"Run to Failure" mode or preventive to Predictive Maintenance
|
|
|
Acceptance testing of
new equipment delivery and installations
|
|
|
Quality assurance of
major overhaul repairs
|
|
|
Implement Proactive
maintenance practices
|
|
|
Avoid or minimize
unnecessary calender-based maintenance
|
|
|
Decreased or
eliminated unscheduled machine downtime
|
|
|
Improved maintenance
management by directing resources on a need basis
|
|
|
Energy savings
|
Recommended
Levels of Testing
In order
to get the best results from a vibration analysis, regular equipment testing is
required. When the program is first set up it will generally provide only a
small set of data to evaluate. In the worst case, there may be only one set of
reference data from only one individual piece of equipment. At best, a number
of examples of the same given machine type will provide a larger sample of data
for analysis and comparison. As each machine is re-tested and another cycle of
data collected, the accuracy for evaluating equipment condition will improve.
Clearly, a successful vibration program is dependant upon an accurate accumulation of data over
time. How often data should be collected is generally dictated by how critical
your equipment is to your specific operation. Each time a reading is performed
on a particular piece of equipment, the success rate of your vibration analysis
program increases and the better your chances are of allowing yourself to
forecast equipment problems, schedule corrective action and avoid catastrophic
failure. Generally speaking, in most applications, the minimum data collecting
frequency is quarterly. Semi-annual testing may be appropriate to some
non-critical equipment types.
Procedures
and Specifications
The
following is a detailed specification of testing procedures, equipment, and
reporting methods used in our vibration analysis program. It is fundamentally
based upon the testing methods established by DLI Engineering, as well as our
own experience. Such testing and reporting procedures have evolved over many
years based upon our response to the needs and requests of our customers.
Preliminary
Investigation
Prior to
the actual field testing, East Coast Industries, Inc. shall conduct a walk through of the equipment location(s), and review
all pieces of rotating equipment such as fans, chillers, generators, condenser
water, chilled water, hot water and radiation pumps, etc. in use. Operating
parameters such as previous mechanical maintenance history shall be noted.
Test
Equipment and Sensors

Field
testing shall be performed using the DLI Watchman® DCX™ XRT which is equipped
with a triaxialaccelerometer. The DLI Watchman®
DCX™ XRT is capable of many analytical functions including time synchronous
averaging and demodulation for analysis of gears and bearings. Other analysis
functions include log or linear amplitude scales, live harmonic markers, and
single or multiple channel displays for both time and spectrum.
The DCX
measures narrow-band frequencies as opposed to broad-band frequencies.
Narrow-band analysis identifies specific machine faults where broad-band only
identifies overall vibrations levels which encompass a wide range of frequencies.
Tri-Axial
Measurements
To determine
machine health and identify problems, vibration data from each measurement
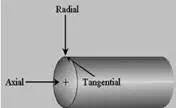
point will be taken in three directions. This is accomplished by using a triaxialaccelerometer. A triaxial accelerometer
has three transducers in one housing, and they are oriented in the three
orthogonal directions called Axial, Radial, and Tangential. Axial is the
direction parallel to the centerline of a
shaft or turning axis of a rotating part. Radial is that direction toward
the center of rotation of a shaft or rotor.
The Tangential measurement is that measurement that is tangent or perpendicular
to the radial transducer.
Machine
Preparation

The most
reliable data is collected when the transducer is permanently mounted to the
machine surface. In any machinery monitoring program, it is extremely important
that the data is collected in exactly the same manner each time a measurement
is taken. This is to assure that the data is repeatable and can be trended over
time. For this reason, it is not recommended that hand-held transducers be
used. For that reason ECI installs a cylindrical mounting block or
"pad" at each bearing point on the machine. A pad is a bronze disc
with a center tapped hole and has a knochat the edge that receives an indexing pin that is
located on the accelerometer.
The
direction that is sensitive along the axis of the mounting screw is channel
number one. The axis in the direction of the key way is channel number two, and
the axis perpendicular to this is channel number three. The "pad" is
attached to the machine using an adhesive which consists of two parts to
permanently assure that the data is repeatable and can be trended over time.
The installation of the mounting blocks is sometimes referred to as
"blocking" a machine.
A typical
motor driving a pump or fan usually consists of four test points. Typically
having one test point located at the motor free end. The second located at the
drive end of the motor. The third test point located on the driven end of the
pump or fan, and the fourth point located on the free end of the pump or fan.
Software
Database Setup
Once the
machine preparation is completed and all the information is collected, the
information can then be programed into the DLI Watchman® DCX™ XRT software. The
software used by the DLI Watchman® DCX™ XRT is called Expert Alert. This
software allows you to setup a database in a hierarchy of plant, area, and
machine. A plant is the physical site where the company performs normal
everyday operation. Areas are used to group machines together in a specific
region of the plant. The final grouping is done by machine. This allows you to
use a name or number to relate to a specific machine in an area.
To get
the best results from the Expert Alert software it is important to have a good
average database. The average database tells the system what the vibration
levels should look like, what vibration levels are normal, and how much
vibration variation to expect. There should be at least five averages to make
up a good average database. There is only one average recorded per
"MID". A "MID"is a grouping
of identical machines running under like conditions. A unique machine will have
its own "MID".
Testing
Procedure
After the
machine is blocked and the Expert Alert software is configured to the equipment
to be tested, we are readyto began testing.
The triaxial accelerometer is then attached
to the proper test point "pad"on the
machine. It is attached by lining up the indexing pin, and tightening thecenter screw into the center tapped
hole in the "pad".
While the
machine is running, the DLI Watchman® DCX™ XRT will collect the vibration data.
All data collected is then stored on the DCX's built in hard drive in wave form
spectra. This step is then repeated until all test points for a particular
machine have been tested. If we are testing a machine with a "VFD",
(variable frequency drive), it is recommended that the run speed be set to the
same hertz during every test. This assures repeatable test data and accurate
results.
Reporting
Criteria
Once all
data is collected it is brought back to the office for analysis on a desktop
computer. ECI employs one of the most powerful vibration software packages
available on the market today. This advanced Expert Alert software is a
powerful integrated system that provides fully automated fault diagnosis and
repair recommendations on any type and number of machines, faster and more
accurately than human experts. This system is capable of detecting several
hundred machine faults which lead to degradation and failures such as bearing
wear, misalignment, imbalance, pump erosion, foundation flexibility and reduces
false calls from flow and other process noise and external vibration. Expert
Alert software also gives you a detailed diagnoses as well as a severity level
for all faults present. Severity levels are based on a combination of vibration
levels and their exceedances of average plus one sigma. Other frequencies and
groups of vibration peaks are addressed by a templet. Each specific mechanical
fault is represented by a diagnostic templet. The expert system uses
approximately three hundred and fifty different templates to determine faults,
harmonics, sidebands, and elevated noise floors.
A full
report is delivered to you within several days. Each report includes detailed
information on the machine tested, machine history, time and date of test,
running speed,faults detected and repair
recommendations. In the event we foresee a severe problem that requires
immediate action, we will call and fax you immediately with specific repair
recommendations. Our report formats provide the information our clients want in
a clear and concise text using non-technological language. The machine reports
allow you to run a proactive and more efficient maintenance program. Our report
includes actual spectrum graphics, specific data derived from all test
locations, and a complete explanation of its importance. The final result is a
professional, ready for presentation report filed with the information
necessary to not only justify a repair, but to pinpoint the origin of the
problem and the replacement parts required.
Clear
Presentation of Results

