Electroslag welding (ESW) applications are similar to electrogas welding. The main difference is that the arc is started between the electrode tip and the bottom of the part to be welded. Flux is added, which then melts by the heat of the arc. After the molten slag reaches the tip of the electrode, the arc is extinguished. Heat is produced continuously by the electrical resistance of the molten slag. Because the arc is extinguished, Electroslag welding is not strictly an arc-welding process. Single or multiple solid as well as flux-cored electrodes may be used.
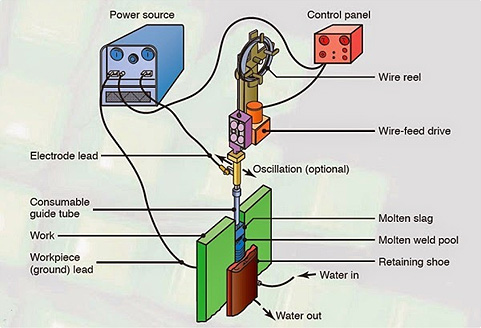
Equipment used for Electroslag Welding operations
Electroslag welding is capable of welding plates with thicknesses ranging from 50 mm to more than 900 mm and welding is done in one pass. The current required is about 600 A at 40 to 50 Volts although higher currents are used for thick plates. The travel speed of the weld is in the range from 12 to 36 mm/min. Weld quality is high. This process is used for large structural-steel sections, such as heavy machinery, bridges, ships and nuclear-reactor vessels.
The quality of weld in Electroslag welding depends on
§ The ratio of width of the weld pool and its maximum depth known as Form Factor.
§ Weld current and voltage.
§ Slag depth.
§ Number of electrodes and their spacing etc.