Working with Data Tables - Basic Skills for Engineers and
Machinists
Arranging
information into orderly rows and columns is one of the most common forms of
communicating precision tabular data.
A
multiplication or times table is probably the very first data table any student
learns. Many people memorize it and keep it in mind their entire life. Some
folks use it as a tool, refering to
it several times a day for tasks like calculating payments, and computing gas
consumption and remaining distance, etc.
Engineers,
as well, need to use different data tables to do their routine duties. Tables
used in a day's work may range from trigonometric, logarithm, and statistics
tables to thermodynamics and material specification tables. Over time, as far
as it was possible to
accurately compute the data involved, tools like slide
rules, nomographs,
scientific and engineering calculators, and, these days, computers have
evolutionally benefited engineering. Despite technological advances, much
engineering data is
still presented, and used, in the form of rows and columns.
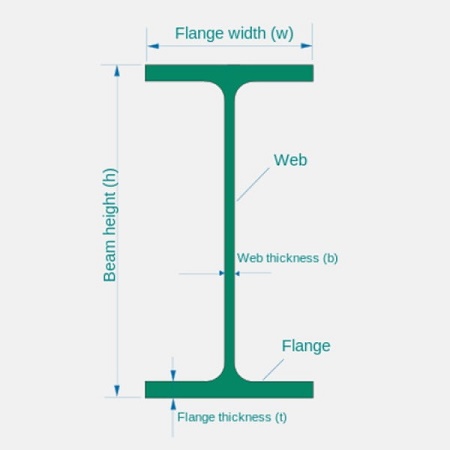
Examples of these are specifications of structural profiles like I-beams,
C-beams, L-beams, pipes and tubes, metallurgical specification of metallic
alloys, characteristics of semiconductors, etc. Working with data tables is
the ability that enables engineers to do their job in a professionally granted
manner.
What is a Data Table?
Data
tables are a means of arranging data into an information format. Since data
are often viewed as the lowest level of abstraction from which information and
then knowledge are derived (ref. Wikipedia, Data), it is usually
a collection of numbers, words, figures, etc. that result from data collection
activities. When data is processed and arranged in such a way that satisfies
certain queries, it is
known as information. The basic Idea of arranging data into
information format is the field and record concept.
A record consisting of several fields gives information about a specific Item.
Fields are attributes of the subject item of the record. Data tables are
collection of records arranged as rows of the table while columns of the table
represent the fields of these records.
Example of an
Engineering Data Table
Imagine
that an engineer is designing a steel structure and as a result of his
analysis is looking for a suitable beam profile to withstand a certain applied
force.
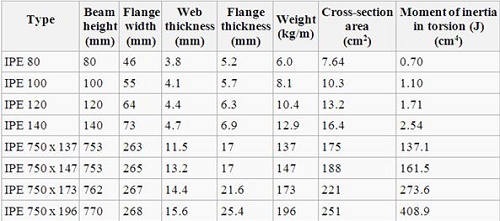
Looking
up cross-section areas of candidate I-beam profiles in a data table such as
shown below for European standard beams, IPE, he can calculate sheer stresses
for different profiles and choose the one that satisfies design criteria such
as material specification, minimum weight, and suitable dimensions.
Of course the
above example is the primitive, and perhaps the old way, of designing
structures and nowadays there is sophisticated engineering software that embeds
necessary data tables and facilitates these engineering tasks.
Table: From Wikipedia, I-beam
Other Engineering Applications
Using
data tables to look for or represent required information is not the only
engineering application of data tables. They may have other engineering
applications such as different numerical analysis approaches, for instance, to
solve tedious high order nonlinear equations, simulate engineering systems
by modeling these
systems in the form of differential equations and solving these equations.
In practice organized
data may be applied in any numerical analysis approach.
Data tables may also be applied in
quality assurance approaches to represent, for instance, FMEA (Failure Mode and
Effect Analysis) charts, Control Plans, or statistical data.
It is
obviously clear that applications for data tables in engineering are not
limited to the above examples and description of any of these applications in
particular may take an independent article. However, we include some real-world
usage examples below.
How to Make a Data Table
The
simplest way to create a data table is drawing the table with adequate rows and
columns on paper by pencil and ruler, and filling the created cells with
appropriate gathered, measured, and/or calculated data. A more effective way is
doing the same thing in a computerized spreadsheet. Whatever approach taken, each
row should contain different attributes of an entity which is usually
the subject of the data table.
Key
attributes like Name, ID, and/or independent variables are usually on the left
side of the table. Then there are gathered and/or measured data and other
dependent variables, and finally calculated, concluded, and/or summarized data
and comments on the right side. This way Items of each column should be of the
same nature and unit, for instance in the above example beam height is in mm,
weight of unit length is in Kg/m, and cross-section area is in cm2.
Usage Example 1: Using a Data Table to Summarize and Order
Materials in a Project
Years ago
while as a production manager I was assigned to manufacture parts,
fabricate subassemblies, and assemble stone crusher plants. I used spreadsheet
software on a 80286
MS-DOS PC to summarize and order materials to be used in the project.
Materials
were mostly in the form of structural profiles like I-beams, C-beams, L-beams,
and plates, as well as fasteners along with machinery and equipment. We had a
part list sorted by subassemblies, machinery, and equipment. There was not much
problem with machinery and equipment.
The main
problem was with materials to be used in subassemblies because individual
lengths of structural elements of each subassembly were given in the parts
list. Types of materials for different subassemblies were more or less similar,
for instance, different lengths of a type of I-beam was supposed to be used in
several subassemblies, and that I-beam was available in 12 meters length in the
market. So we
had to order the 12 meters beams and later cut them to desired lengths.
In
the spreadsheet software
a data table was created for these types of materials and the attributes of
each structural element was entered in the table, which was later sorted by the
type of material. In this way, different individual lengths of each type of
material could easily be combined together and later divided by the available
lengths in the market.
As a result of this attempt, raw materials were reduced to about thirty
types, and the required quantity of each type was ordered and purchased.
Usage Example 2: How a Data Table Was Used to Solve an Equation
Once I
was involved in designing a threaded rod which was supposed
to be made by the thread rolling process, as shown below. Thread rolling is a
process that forms the threads by material flow, pushing some material from
beneath the blank diameter to above the blank diameter. Thus the blank diameter
should be between minimum and maximum diameters of the thread.
Technical documents from the thread rolling tool manufacturer suggested that
this diameter should be very close to the pitch diameter of thread. However, in
practice we found out that the blank diameter should precisely be determined
because larger blank diameters would lead to larger major diameter and tighter
fit within the nut, and smaller blank diameter would lead to smaller major
diameter and looser fit within the nut. To keep thread diameters within functional
tolerances, we had to determine blank diameter with hundredth of millimeter precision.

The
concept to calculate blank diameter was volume of material pushed above the
blank diameter is equal to the volume of material moved from beneath the blank
diameter. This way an equation could be derived in which blank diameter
was the only unknown. At the first sight this solution
seemed very simple, but in practice we had an equation of the fourth order with
long complicated terms which was written in more than two pages. Solving this
equation was a tedious job with too much uncertainty due to probable mistakes
during calculation.
We had to
find another solution and this solution was obviously to use a data table.
Using a spreadsheet application we
created a data table in which the first column of the left side was assigned to
the bank diameter, and the middle columns were assigned to necessary thread
profile elements required to calculate volumes of peak and valley of the thread
profile. Last column at the right side was assigned to the
difference between peak volume and valley volume of the thread profile with a
four-digit decimal point.
After
filling the blank diameter column with numbers ranging from a value adequately
less than pitch diameter to a value adequately more than
pitch diameter with one hundredth of millimeter step
spreadsheet calculated the results and we had the answer. The answer was
verified in action and with a very slight modification in hundredth of millimeter the
blank diameter was determined.