The 3-2-1 Principle of Jig Fixture Design
Jigs and
fixtures are used extensively for mass production. This article will explain
what the 3-2-1 principle is and how it is important for jig and fixture design.
One
method of reducing manufacturing cost per component is to reduce
machining cycle time. The manufacturing cycle time can be reduced by
reducing nonproductive time
like loading, unloading, and the placing of work piece onto the machine. Here
jig and fixture design has important role to play. Productive time for a
machine is the time required for metal cutting operation by the
machine.
In short,
the fixture is a tool that ensures correct and quick clamping (or loading) of
the workpiece with respect to the machine tool.
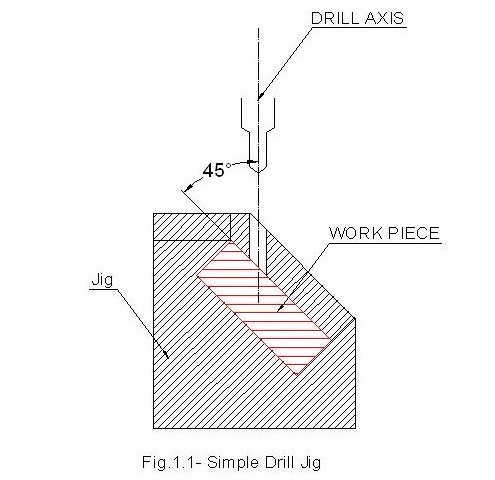
For
example, you have a drill machine and want to make a 10mm diameter hole at the
point of intersection of the two diagonals of a square plate. The hole should
be inclined at 45 degree angle with the surface. Now you have two choices,
either you clamp the workpiece with the vice or use arrangement like below:
3-2-1 Principle of Fixture Design
For a
fixture designer, the major portion of design time is spent deciding how to
locate the workpiece in the fixture.
You know
that any free body has a total of twelve degrees of freedom as below:
6
translational degrees of freedom: +X, -X, +Y, -Y, +Z, -Z
And 6
rotational degrees of freedom:
-
Clockwise around X axis (CROT-X)
-
Anticlockwise around X axis (ACROT-X)
-
Clockwise around Y axis (CROT-Y)
-
Anticlockwise around Y axis (ACROT-Y)
-
Clockwise around Z axis (CROT-Z)
-
Anticlockwise around Z axis (ACROT-Z)
You must
fix all the 12 degrees of freedom except the three transitional degrees of
freedom (-X, -Y and -Z) in order to locate the workpiece in the fixture. So, 9
degrees of freedom of the workpiece need to be fixed.
But, how?
By using the 3-2-1 method as shown below:
Rest the
work piece on three non-collinear points of the bottom surface
(XY), and you will be able to fix the +Z, CROT-X, ACROT-X, CROT-Y and ACROT-Y degrees
of freedom.
Now, rest
the workpiece at two points of side surface (XZ), and you will
be able to fix the +Y and ACROT-Z degrees of
freedom.
Now, rest
the workpiece at one point of the adjacent surface (YZ), and
you will be able to fix the +X and CROT-Zdegrees of
freedom.
So, you
can successfully fixate 9 required degrees of freedom by using
the 3-2-1 principle of fixture design.
Conclusion
The jig
and fixture are tools used for holding the workpiece in a correct location for
mass production. Various types of fixtures (like drilling
fixtures, milling fixtures, and welding fixtures) are used in
industry. The 3-2-1 method is the fundamental principle for all types of
fixture design.