High Speed Engine Repairs
A 2500 kw High speed Main Propulsion engine suffered failure by separation of the piston Crown. Shown below is the detached crown seized in the liner.

Damage occurred to an extent that the conrod was able to exit the liner space and impact and break several adjacent structures. Shown below is the conrod sitting on an adjacent bearing cap. Damage can be seen to liner, adjacent entablature structure and next unit

The severe action of the conrod caused failure of the bottom end arrangement. Here can be seen that at least one of the cap bolts has failed and that the cap has several hammer blow indentations

This led to failure of both the effect unit and also through loss of lubrication the adjacent unit mounted on the same pin. Shown below are the two bearing shells. In addition damage is shown to the pin in the form of a deep indentation. This alone would have caused the crankshaft to be scrapped as too great a reduction in diameter would have been required to restore the running surface. There was also a raised section on the opposite side caused by transfer of material either from the shell or con rod.



Several fractures occurred as well as material separation. Here is shown a typical fracture in this case IWO a tie rod

Repair
The replacement of crankshaft and associated other running parts was without question. However, damage to the entablature was so comprehensive that typically replacement would have been the best option. Unfortunately the engine was at an age that locating such was very difficult. In fact a single unit was found for sale, a picture by the vendor showed it sitting unprotected in a field in India. Due to the lack of guarantees on the condition of this casing decision was made to repair. The chosen method was metal stitching.
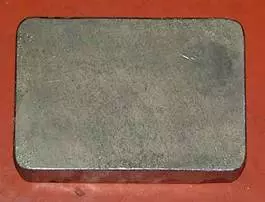
This takes the form of inserting suitable new material attaching by screwed plugs. Shown below is a section of material removed form the entablature that contained a crack

the replacement section
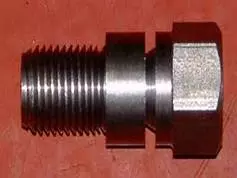
and the plugs used to attach it to the original material and the part remaining once the screw has been inserted

Before the plates can be inserted machining has to occur. Shown are in situ grinding

and in situ boring


Shown below is a part finished and completed repair to entablature structure


On completion of repairs engine trials are undertaken under the supervision of class. A condition of class will remain on the vessel for some time and regular inspections are carried out. After a suitable period when class is satisfied that no faults exist with the repair the condition of class is lifted.