Principle of hybrid machining processes
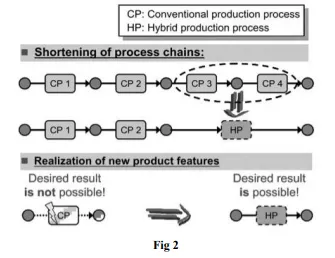
In hybrid machining processes, first it can shorten the existing process chains by combining two or more processes on the same machine platform thereby minimizing problems of referencing, clamping, alignment at different workstations. Second it can combine the process capabilities of different processes into one hybrid pro-cess so as to realize complex products and obtain machining performance such as high material removal rate (MRR) and high surface finish simultaneously. Conventional mechanical machining technologies are limited by the strength of the tool and mechanism of chip removal which mainly involves plastic deformation. These technologies are not suitable for machining hard-to-machine materials, including highly brittle materials. Similarly nonconventional machining processes also have limitations, especially due to their process physics and material removal mechanisms. For example, laser machining is limited to certain aspect ratios, EDM and electrochemical machining (ECM) are limited to machining of conductive materials, and the precision of water jet machining is limited by hydraulic jump of the jet. Therefore, in order to satisfy challenging machining needs, two or more hybrid processes can be combined to meet one or more machining objectives. Advanced machining capabilities can be realized through hybridization of two or more machining processes. Fig.2 shows the hybrid processes that improve the production in terms of shortening of process chain or improvement of product qualities.
Assisted Hybrid Machining
For assisted hybrid machining, the major machining process is superimposed with input from one or several types of energy such as ultrasonic vibration, laser, fluid, magnetic field, etc. so as to improve the constituent machining process.
Vibration-assisted machining
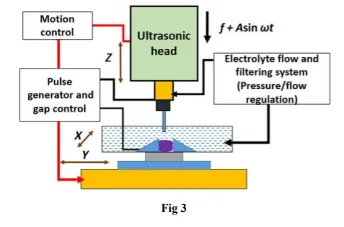
Vibration-assisted machining uses vibrations to facilitate material removal and improve process performance. In this process, a small vibration is added to the tool or workpiece movement. The vibrations may be in one or two directions. A small-amplitude high-frequency tool displacement is given to the cutting motion of the tool in the case of conventional machining and to the tool-electrode, workpiece and working fluid in the case of nonconventional machining processes. Fig.3 shows an ultrasonic-assisted ECM system where electrolyte flushing and removal of by-products is enhanced by application of ultrasonic vibrations to the tool. The ultrasonic vibration to the tool also offers the possibility to decrease electrode polarization. In most systems, especially in cutting and grinding operations, the amplitudes are in the range of 1-15 mm and vibration is within a frequency range from 18 to 25 kHz and the source of vibration are piezoelectric elements within the tool holder, spindle, or workpiece holding system. The vibrations are of ultra-sonic frequency.
The main advantages of vibration-assisted machining are as follows:
§ Improvement in surface quality and machining time.
§ Improv
Laser Assisted Machining
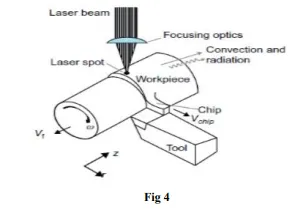
The application of a laser beam as a secondary process is advantageous for various primary processes. The laser beam strongly influences the processing zone (e.g., material softening in cutting, material elongation and bending in forming, etc.) so machining becomes easier. The laser assistance may be applied to both conventional and nonconventional machining processes. In conventional machining, the laser beam is focused on the workpiece in front of the cutting edge of the tool [7]. The flow stress and strain hardening rate of materials normally decrease with the increase of temperature due to thermal softening. Therefore, laser-assisted machining facilitates the material removal when machining hard-to-machine materials. The heat from the laser softens the workpiece and the cutting process becomes easier
with-out compromising on hardness and microstructure. In the case of non-conventional machining such as ECM, the laser enhances the precision of material removal by localizing the electrochemical dissolution. The main advantages of laser-assisted machining are as follows:
§ Reduction of cutting forces and tool heating while machining hard materials.
§ Improved machinability of hard and difficult to cut materials by localized softening of material by laser.
§ Reduction of grinding forces and improved surface quality during grinding of ceramics.
§ Increase in MRR. Fig