Electrochemical Deburring
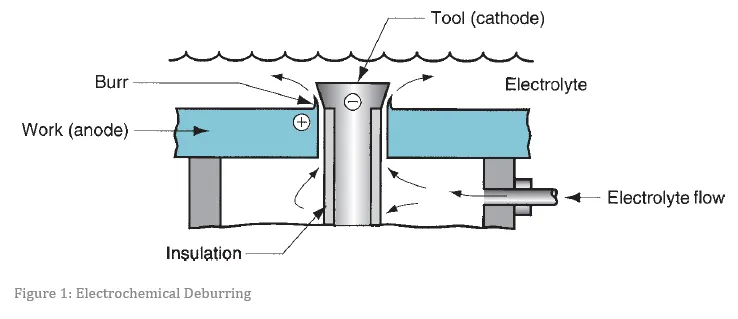
Electrochemical deburring (ECD) is an adaptation of Electrochemical Machining (ECM) process designed to remove burrs or to round sharp corners on metal workpieces by anodic dissolution method. One possible setup for ECD is shown in below figure 1. The hole in the workpart has a sharp burr of the type that is produced in a conventional through-hole drilling operation. The electrode tool is designed better to focus the metal removal action on the burr. Surface portions of the machining tool not being used for machining are insulated. The electrolyte material flows through the hole to carry away the burr particles. The same Electrochemical machining (ECM) principles of operation also apply to Electrochemical deburring (ECD). Less material is removed in the Electrochemical Deburring (ECD) machining process; cycle times are much shorter. A typical cycle time in ECD is less than a minute. The cycle time can be increased if it is desired to round the corner in addition to removing the burr.
Electrochemical Grinding:
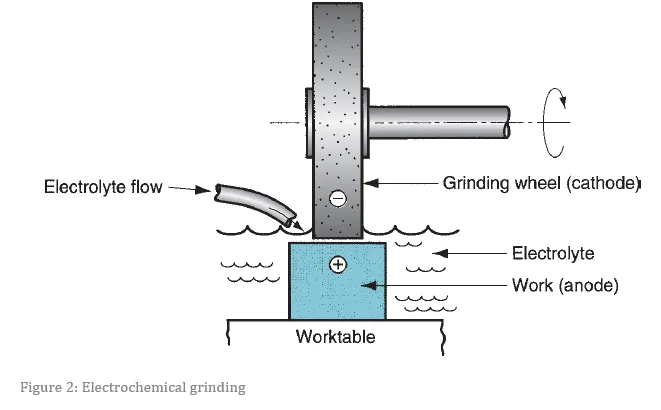
Electrochemical grinding (ECG) is a particular type of Electrochemical Machining in which a rotating grinding wheel with a conductive bond material is used to augment the anodic dissolution of the metal workpart surface, as illustrated in the below figure 2. Abrasives materials used in ECG include aluminum oxide and diamond. The bond material used is either metallic (for the diamond type of material abrasives) or resin bond impregnated with metal particles to make it electrically conductive (for aluminum oxide type of material abrasives). The abrasive grits protruding from the grinding wheel at the contact with the workpart establish the gap distance. The electrolyte flows through the gap distance between the grains to play its role in the electrolysis process.
Depleting is responsible for 95% or more of the metal removal in Electrochemical grinding and the abrasive action of the grinding wheel removes the remaining 5% or less, mostly in the form of salt films that have been formed during the electrochemical reactions at the work surface. Electrochemical action accomplishes most of the machining, the grinding wheel in Electrochemical Grinding have much longer life than a wheel in conventional grinding. The result is a much higher grinding ratio. The dressing of the grinding wheel is required much less frequently. These are the significant advantages of the ECG process. Applications of ECG includes sharpening of cemented carbide tools, grinding of surgical needles, other thin wall tubes, and fragile parts.