Hot & Cold Working and the Rolling Process
Hot & Cold Working
The distinction between hot working and cold working does not depends solely on the temperature, but rather on the processing temperature with respect to the material recrystallization temperature. When the processing temperature of the mechanical deformation of steel is above the recrystallization temperature, the process is termed as hot working; otherwise, it is cold working.
For hot working processes, large deformation can be successively repeated, as the metal remains soft and ductile. The hardness of the material cannot be controlled after hot rolling and it is a function of chemical composition and the rate of cooling after rolling. The hardness is generally lower than that of cold rolling and the required deformation energy is lesser as well. However most metal will experience some surface oxidation resulting in material loss and poor final surface finish.
Cold working processes allow desirable metal qualities that cannot be obtained by hot working, such as eliminating errors attending shrinkage. As such, a much more compact and higher dimensional accuracy metal can be obtained with cold working. Furthermore, the final products have a smoother surface (better surface finish) than those of hot working and the strength, hardness as well as the elastic limit are increased. However, the ductility of the metal decreases due to strain hardening thus making the metal more brittle. As such, the metal must be heated from time to time (annealed) during the rolling operation to remove the undesirable effects of cold working and to increase the workability of the metal.
Basic Principles of Rolling
When a piece of metal is rolled in between two rolls, the thickness is reduced as a result of the compressive stresses exerted by the rolls and it can be treated as a two-dimensional deformation in the thickness and length directions neglecting the width direction. This is due to the fact that the length of contact between the rolls and workpiece is generally much smaller than the width of the sheet passing through and the undeformed material on both sides of the roll gap is restraining the lateral expansion along the width direction.
The metal piece experiences both vertical and horizontal stresses caused by the compressive load from the rolls and the restrains by the portions of the metal piece before and after the material in contact with the roll respectively.
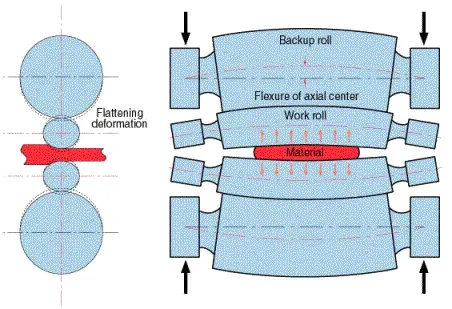
As the rolls exert a vertical stress on the metal piece, the metal piece exerts the same amount of stress back onto the rolls itself. As such the rolls are subjected to elastic deformation due to this stress induced by the workpiece. As shown in the figure below, the rolls in a 4-high rolling mill are subjected to four kinds of deformation: (i) deflection of the back-up rolls, (ii) deflection of the work rolls, (iii) flattening of the work rolls caused by contact with the back-up rolls and workpiece and (iv) flattening of the back-up rolls caused by contact with the work rolls.
The elastic deflection of the work rolls results in an uneven widthwise distribution of the workpiece thickness in such a way where the thickness is greater at the center of the width and smaller at the edges. In order to solve the bending of the work rolls, several methods can be adopted. Smaller work rolls are more prone to greater bending under high roll-separating forces from the vertical stresses induced by the workpiece. As such, back-up rolls are often used to counter this phenomenon. Another method to reduce or eliminate elastic roll deflection is to use materials of high elastic modulus, such as sintered carbide, for the work rolls. A more common method to counter the effects of roll bending is the usage of cambered rolls. The degree of cambering depends on the width of the metal piece, flow stress of the material and the reduction per pass. However certain problems arise with improper work rolls cambering.
Lack of camber or insufficient cambering of the work rolls results in producing a workpiece that has a thicker center than the edge. The thicker center implies that the edges are plastically elongated more than the center. This induces a residual stress pattern of compression at the edges and tension along the centerline of the workpiece (Figure a). The consequences of this uneven distribution of stress within the workpiece can be centerline cracking (Figure b), warping (Figure c) or edge wrinkling (Figure d) of the final metal sheet.
In the case where the work rolls are over-cambered, the edges of the workpiece will be thicker than the center and the residual stress pattern is exactly the opposite of that of insufficient cambering, i.e. tension at the edges and compression along the centerline (Figure e). Possible undesirable results of the workpiece being produced in such a manner are edge cracking (Figure f), splitting (Figure g) or centerline wrinkling (Figure h).
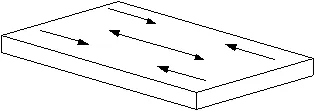
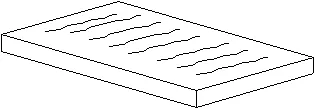
Figure a Figure b
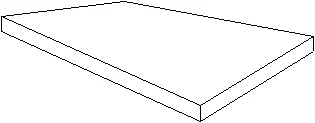
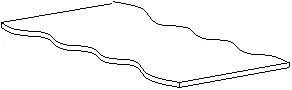
Figure c Figure d
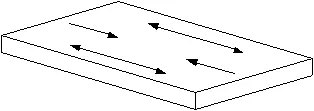
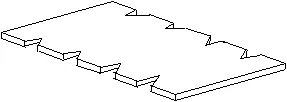
Figure e Figure f
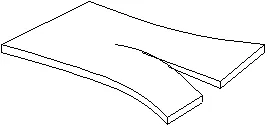
Figure g Figure h
Even with proper cambering, there still exists a tendency for edge cracking caused by the difference stress state at the very edges of the workpiece and this tendency increases with failure to maintain square edges. With a bulged edge (Figure i), material at the mid plane experiences lesser compression from the work rolls. Hence it is necessary to increase the length-wise directional tension in order to maintain the same amount of elongation of the mid-plane as experience by the rest of the workpiece.

Figure i
Endless Hot Strip Rolling Process
In conventional hot strip production, slabs of thickness of about 250mm are heated in a furnace and are reduced to 30 to 60mm in thickness after passing through the roughing mill, and then further reducing it to within a range of 0.8 to 25.4mm by rolling in the finishing mill.
When the head and tail ends of the strip are finish-rolled, both ends run out to the coiler without any tension between the coiler and finishing mill. Thus both ends of the metal strip tend to pass through the roller table unstably and this tendency increases with decreasing thickness. This is one of the reasons that hot strips with thickness less than 0.8mm cannot be produced using the conventional method.
The size, profile and properties of the two ends of the strip are different from those from the middle due to the in stability in the finishing rolling. Hence the ends are usually cut off to produce a uniform product. This results in a yield loss that is equivalent to the amount of material being cut off. Productivity is also reduced as the rolling interval between slabs and the slow starting and finishing speeds of finish rolling in order to prevent unstable rolling, interrupt the rolling process.
To improve on the yield and productivity, the method of continuous rolling of several slabs, i.e. endless rolling, is being adopted. This process consists of three reheating furnaces, a sizing press that reduces the slab width, three roughing mills, a coil box, a joining device (sheet bar welder), a 7-stand finishing mill, a strip shear and two down coilers. The layout of the endless rolling process is being illustrated in the figure below.

In the endless rolling process, there is to be a continuous supply of sheets to the finishing mill by joining the tail end of the preceding sheet to the head end of the succeeding sheet at the joining device. The head end of the succeeding metal sheet must arrive at the joining device at the appropriate time for joining and this can be achieved with the coil box. The joining process has to be completed before the tail end of the preceding sheet is fed into the first stand of the finishing mill. Hence the duration for joining has to be shorter than the finish rolling duration of one metal sheet, which is usually about 20 seconds.
The next procedure will be the cooling of the metal sheet, after which the sheet is to be divided by the high speed strip shear before the down coilers. In dividing and coiling the metal sheets, it is essential to stop the tail end of the preceding sheet instantly and guide the head end of the succeeding sheet running at high speed to the next coiler.
The advantages of endless rolling over conventional rolling include improvements in the uniformity of the metal qualities such as dimension, profile and microstructure throughout the whole length as the joined metal sheets can be finish-rolled at a constant speed over the whole length without any interruption, thus improving productivity. Yield is also improved as the crops are not cut. Furthermore with endless rolling process, hot strip with thickness under 0.8mm can be produced.
In cold rolling, the metal piece is not heated immediately prior to rolling but the temperature of the workpiece will rise due to the frictional effects of rolling. Steels that are cold rolled become work hardened and annealing is required in order to obtain the desired hardness. The difference between hot rolled and cold rolled steels is the mechanical and chemical properties of the end products.
Examples of hot rolled products are rails, structurals, concrete reinforcing bars, wire rods, plates, sheet and strip. The plates, sheet and strip products are used to manufacture pipes and tubes, construction materials and body panels and stampings for the appliance and automotive industries.
Cold rolled products consist of wire, sheet and strip. Wire is often used in the manufacturing of cold formed or cold headed fasteners such as screws and bolts. Cold rolled sheet and strip are typically used in the appliance and automotive industries for external applications such as electrical motors, commercial doors, etc, due to their high quality surface finish.