SHEET-METAL FORMING
PROCESS DESCRIPTION
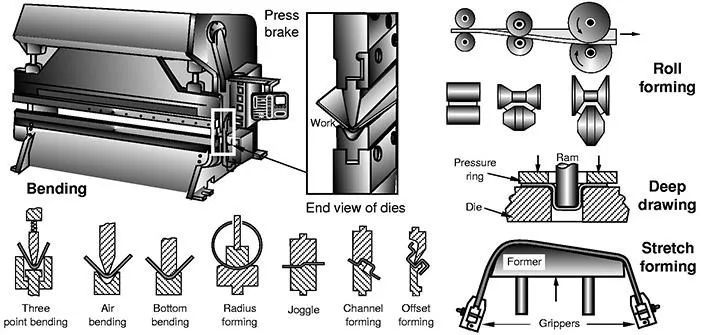
Various processes are used to form cold rolled sheet metal using die sets, formers, rollers, etc. The most common processes are: deep drawing, bending, stretch forming and roll forming.
MATERIALS
· All ductile metals available in cold rolled sheet form, supplied as blanks, flat or coiled.
· Most commonly used metals are: carbon steels, low alloy steels, stainless steels, aluminum alloys and copper alloys. Also, nickel, titanium, zinc and magnesium alloys are processed to a lesser degree.
· Also coated materials, such as galvanized sheet steel.
PROCESS VARIATIONS
· Mechanical drives: faster action and more positive displacement control.
· Hydraulic drives: greater forces and more flexibility.
· Deep drawing: forming of a blank into a closed cylindrical or rectangular shaped die. Incorporating an ironing operation improves dimensional tolerances.
· Bending: deformation about a linear axis to form an angled or contoured profile.
· Stretch forming: sheet metal is clamped and stretched over a simple form tool.
· Roll forming: forming of long lengths of sheet metal into complex profiles using a series of rolls.
· Beading: edge of sheet bent into cavity of die. May be used to remove sharp edges.
· Hemming: edge of sheet folded over. May be used to remove sharp edges.
· Can incorporate initial sheet metal shearing operations.
ECONOMIC CONSIDERATIONS
· Production rates vary, up to 3000/h for small components using automated processes.
· Deep drawing punch speeds a function of material; high to low – brass, aluminum, copper, zinc, steel, stainless steel (typically 800/h).
· High degree of automation is possible.
· Cycle time is usually determined by loading and unloading times for the stock material.
· Lead times vary, up to several weeks for deep drawing and stretch forming; could be less than an hour for bending.
· Material utilization is moderate to high (10–25 per cent scrap generated). Bending and roll forming do not produce scrap directly. Deep drawing and stretch forming may require a trimming operation.
· Production quantities should be high for dedicated tooling, 10 000+. Minimum economical quantities range from 1 for bending to 1000 for deep drawing.
· Tooling cost is moderate to high, depending on component complexity.
· Equipment costs vary greatly; low for simple bending machines, moderate for roll forming machines and high for automated deep drawing, sheet metal presses and stretch forming.
· Labor costs are low to moderate, depending on degree of automation.
· Finishing costs are low. Trimming and cleaning may be required.
TYPICAL APPLICATIONS
· Cabinets
· Mounting brackets
· Electrical fittings
· Cans
· Machine frames
· Automotive body panels
· Aircraft fuselage panels
· Light structural sections
· Domestic appliances
· Kitchen utensils
DESIGN ASPECTS
· Complex forms possible: several processes may be combined to produce one component, or a series of operations used to progressively form the part.
· Working envelope of machine and uniform thickness of sheet can restrict design options.
· No inserts or re-entrant angles.
· Draft angles maybe required (0.25°).
· Minimum bend radii are a function of material and sheet thickness, but typically four times the sheet thickness.
· Radii kept as large as possible, particularly if parallel with grain of material.
· Square or rectangular boxes limited by sharpness of corner detail required.
· Minimum sheet thickness =0.1 mm.
· Maximum sheet thickness: deep drawing =12 mm, bending =25 mm, roll/stretch forming =6 mm.
· Sizes ranging Ø2–Ø600mm for deep drawing; 10 mm–1.5m width for roll forming; 2 mm–3.6m width for bending.
QUALITY ISSUES
· Bending and stretch forming are limited by the onset of necking.
· The limiting drawing ratio (blank diameter/punch diameter) is between 1.6 and 2.2 for most materials. This should be observed where drawing takes place without progressive dies, otherwise excessive thinning and tearing could occur.
· Variations in stock material thickness and flatness should be controlled.
· Other problems include: spring-back (metal returns to original form) and wrinkling during drawing (comparable with forcing a circular piece of paper into a drinking glass), eliminated by adjustment of blank holder force.
· Spring-back can also be compensated for by over-bending, coining and stretch-bending operations.
· High residual stresses can be generated. Subsequent heat treatment may be necessary.
· Surface detail is good.
· Surface roughness is approximately that of the sheet-material used.Process capability charts showing the achievable dimensional tolerances are provided.