Continuous Cooling Transformation Diagrams
In the last column, we discussed the construction and application of Time Temperature Transformation or Isothermal Transformation diagrams. It was shown how these diagrams could be used to start planning a heat-treatment schedule, and start picking times and temperatures necessary to achieve the desired properties. However, one of the limitations of the diagrams is that the transformations are based on isothermal processes.
Heat-treating operations are not carried out using isothermal process, but using continuous cooling. As a result, the TTT curves representing the transformation of austenite are not strictly applicable to heat-treating operations. The diagrams provide an estimate, but do not provide accurate microstructure information. Because of this limitation, Continuous Cooling Transformation (CCT) diagrams were developed to overcome the limitations of TTT curves.
The primary difference between TTT diagrams and CCT diagrams is that TTT diagrams examine the progress of transformation as a function of time, at a fixed temperature. CCT diagrams examine the progress of transformation as a function of changing temperature. In general, in CCT diagrams, the transformations of austenite are shifted to lower temperatures and longer times. The CCT diagrams allow the prediction of microstructure and hardness, which is not possible using a TTT curve.
A number of attempts have been made to calculate the Continuous Cooling Transformation diagrams from the Isothermal Time Transformation curve. Although some degree of success has been made using thermodynamic models and kinetic models , the general applicability is limited to specialized software.
One of the difficulties in the calculation of CCT diagrams is the complex interrelationship between the nucleation processes at various temperatures. Calculation of the progress of transformation is also difficult because it is not known to what extent transformations at one temperature will nucleate transformations at lower temperatures. Secondly, partial transformation of austenite may result in altering the composition of the remaining austenite, further complicating the calculations. For example, the precipitation of proeutectoid ferrite in the pearlite range will increase the carbon content in the remaining austenite. The remaining austenite will have a lower martensite start temperature, and the formation of bainite is more difficult. Lastly, the heat released during cooling (heat of reaction) retards cooling. This can have a marked effect on transformation.
Most commonly, cooling rates used are those found in the range of the Jominy End Quench test. The cooling rates obtained by the Jominy test can be correlated to different geometries as indicated previously. Other methods include dilatometry.
One method of experimentally determining the continuous transformation behavior, is air cooling bars from the austenitizing temperature, and examining the developed microstructure. The bars are then examined with a dilatometer using identical cooling conditions. Steven and Mayer [4] have shown that the diameter of an oil quenched bar and the equivalent size of bar in air at the same rate over the temperature range of 700-300°C is:
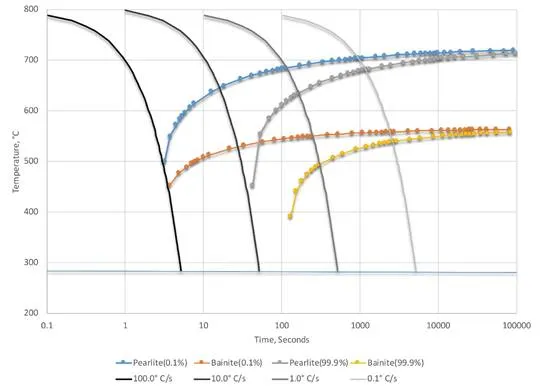
Where DA is the diameter of the air-cooled bar in mm; DO is the diameter of the oil cooled bar in mm; and b is a constant (0.0077 for centerline; 0.0067 for mid-radius; and 0.0053 for near surface). Typical Continuous Cooling Transformation diagrams using this method are shown in [1]. These diagrams allow the prediction of hardness and microstructure in the center of any diameter bar. This is also the most common method for displaying CCT diagrams.
Figure 1: CCT diagram for AISI 1060 steel.
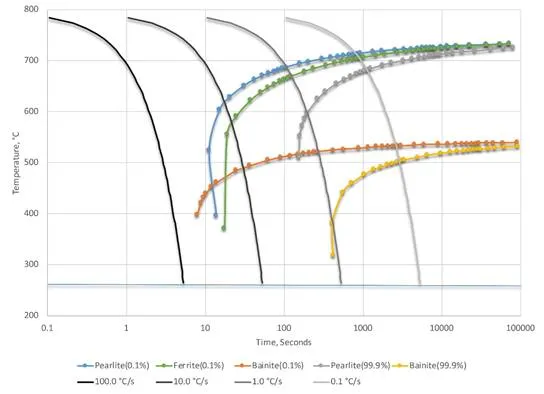
Figure 2: CCT diagram for AISI 5160 steel.
As can be seen in the diagrams, the AISI 5160 steel has a greater hardenability (Figure 2). At a cooling rate of 100°C/s, the steel will be completely martensitic. In the AISI 1060 steel (Figure 1), at the same cooling rate, the microstructure will have a microstructure of approximately 2–3 percent pearlite, 2–3 percent bainite, and the balance martensite. At a slower cooling rate of 10°C/s, the AISI 1060 steel will have a microstructure of 4 percent proeutechtoid ferrite, 25 percent bainite, with the balance being pearlite. At the same cooling rate of 10°C/s, the AISI 5160 steel, the microstructure will consist of approximately 2 percent proeutectoid ferrite, 3 percent pearlite, 27 percent bainite, and the balance martensite.
Another method of producing CCT diagrams is based on the Jominy End Quench. In this method, specific locations on the Jominy bar are selected and examined after the test for hardness and microstructure. Multiple bars are used and interrupted at different times and quenched in water. The microstructure is examined and the relative proportions of microstructures (martensite, ferrite, bainite, and pearlite) are determined. From the resulting data from the interrupted quenching, and the final Jominy results, the diagram is drawn. An example of a CCT diagram by this method is shown in Figure 3.
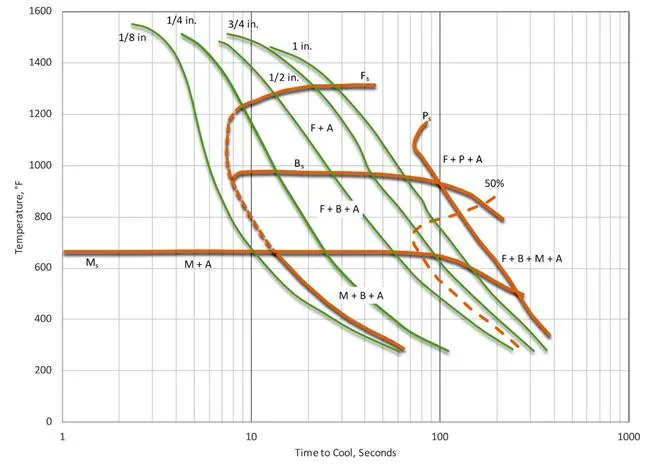
Figure 3: CCT diagram for AISI 4140, with the cooling paths of several locations on the Jominy End Quench test overlaid on the diagram (distances from the quenched end). Nomenclature used is M = Martensite; B = Bainite; A = Austenite; F = Ferrite; and P = Pearlite. Starting temperatures of the various constituents are also shown [5].
There are limitations in the use of either TTT or CCT diagrams. Each diagram is based on a single sample of the alloy. Allowable alloying element variations can result in different results, with the published diagrams based on an average composition. This is particularly true of low-alloy steels with high levels of tramp elements. This is also true of alloys from different countries. In traditional steelmaking countries, there is a considerable amount of scrap steel that is recycled. This scrap steel comes from many sources, and may contain steels with high values of alloying elements. This can result in a low alloy steel with small amounts of chromium, molybdenum, or vanadium, which can strongly influence the low hardenability of lean alloy steels. Developing countries do not have the large amounts of scrap and thus create steels that are more like the steels originally developed many years ago, without the influence of trace amounts of alloying elements that increase hardenability.
Many steels are not affected by changes in austenitizing times and temperatures. However, if the steel contains large amounts of carbide-forming elements (chromium, molybdenum, or vanadium), then the effect of temperature may be significant. Increasing the austenitizing temperature increases the amount of carbide in solution. This changes the composition of the austenite, which then results in changes in the decomposition of austenite during cooling. Changing the austenitizing time may also modify the transformation behavior, but this effect is much less.
Knowing these limitations, the use of isothermal Time Temperature Transformation, and Continuous Cooling Transformation diagrams can be a great aid in planning and controlling the heat treatment of steel. The TTT curves portray the fundamental transformation characteristics of the alloy. The CCT diagrams are of particular value, in that they allow predictions of hardness and microstructure in simple shapes quenched in oil, water, or other quenchants. The diagrams based on air cooling and dilatometry are of particular value since they allow the centerline microstructure and hardness to be predicted for oil and other quenchants.
Should you have any questions regarding this column, or have an idea for future columns, please contact the author.