ANNEALING
Annealing is a heat treatment procedure involving heating the alloy and holding it at a certain temperature (annealin g temperature), followed by controlled cooling.
Annealing results in relief of internal stresses, softening, chemical homogenizing and transformation of the grain structure into more stable state.
Annealing stages:
Stress Relif - a relatively low temperatu re process of reducing internal mechanical stresses, caused by cold-work, casting or welding.
During this process atoms move to more stable positions in the crystal lattice. Vacancies and interstitial defects are eliminated and some dislocations are annihilate d.
Recovery heat treatment is used mainly for preventing stress-corrosion cracking and decreasing distortions, caused by internal stresses.
Recrystallation -alteration of the grain structure of the metal.
If the alloy reaches a par ticular temperature (recrystallization or annealing temperature) new grains start to grow from the nuclei formed in the cold worked metal. The new grains absorb imperfections an d distortions caused by cold deformation. The grains are equi-axed and independent to the ol d grain structure.
As a result of recrystallization mechanical properties (stre ngth, ductility) of the alloy return to the pre-cold-work level. The annealing te mperature and the new grains size are dependent on the degree of cold-wor k which has been conducted. The more the cold-work degree, the lower the annealing temperature and the fine recrystallization grain structure. Low d egrees of cold-work (less than 5%) may cause formation of large grains.Usually the annealing temperature of metals is between one-third to one-half of t he freezing point measured in Kelvin (absolute) tem perature scale.
Grains Growth: (ov er-annealing, secondary recrystallization) - growth of the new grains at the expense of their neighbors, occurring at temperature, above the recrystallization temperat ure.
This process results in coarsening grain structure and is undesirable.
THE SOFTENING PROCESSES
Heat Treatment is the controlled heating and cooling of metals to alter their physical and mechanical properties without changing the product shape. Heat treatment is sometimes done inadvertently due to manufacturing processes that either heat or cool the metal such as welding or forming. Heat Treatment is often associated with increasing the strength of material, but it can also be used to alter certain manufacturability objectives such as improve machining, improve formability, restore ductility after a cold working operation. Thus it is a very enabling manufacturing process that can not only help other manufacturing process, but can also improve product performance by increasing strength or other desirable characteristics. Steels are particularly suitable for heat treatment, since they respond well to heat treatment and the commercial use of steels exceeds that of any other material. Steels are heat treated for one of the following reasons:
Softening
Softening is done to reduce strength or hardness, remove residual stresses, improve toughnesss, restore ductility, refine grain size or change the electromagnetic properties of the steel.
Restoring ductility or removing residual stresses is a necessary operation when a large amount of cold working is to be performed, such as in a cold- rolling operation or wiredrawing.
Annealing — full Process, spheroidizing, normalizing and tempering— austempering, martempering are the principal ways by which steel is softened.
Hardening:
Hardening of steels is done to increase the strength and wear properties. One of the pre-requisites for hardening is sufficient carbon and alloy content. If there is sufficient Carbon content then the steel can be directly hardened. Otherwise the surface of the part has to be Carbon enriched using some diffusion treatment hardening techniques. Material Modification: Heat treatment is used to modify properties of materials in addition to hardening and softening. These processes modify the behavior of the steels in a beneficial manner to maximize service life, e.g., stress relieving, or strength properties, e.g., cryogenic treatment, or some other desirable properties, e.g., spring aging.
Annealing
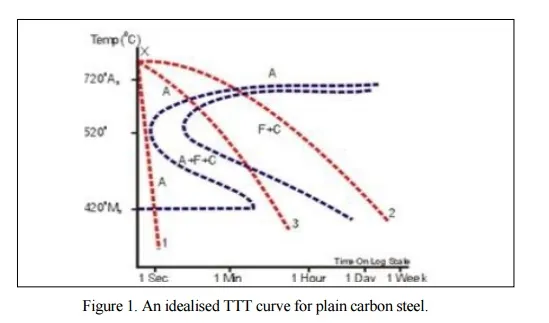
Used variously to soften, relieve internal stresses, improve machinability and to develop particular mechanical and physical properties.In special silicon steels used for transformer laminations annealing develops the particular microstructure that confers the unique electrical properties.Annealing requires heating to above the As temperature, holding for sufficient time for temperature equalisation followed by slow cooling. See Curve 2 in Figure.1
Stress from the forming operations can affect both rimfire and centerfire cartridge cases. For many cases, especially those with bottlenecks, the stresses are so great that high-temperature annealing must be used.After forming, a bottleneck case may appear perfectly serviceable. However, massive stresses are likely to remain in these areas. If the ammunition is loaded and stored without addressing these stresses, cracks can appear in the bottleneck area.

Case bottlenecks are normally flame-annealed by the following process:
Case bottlenecks are normally flame-annealed by the following process:
Placed on a moving rail or rotary disk system, the case passes before a set of gas burners that rapidly heat the neck and shoulder area to glowing.
As the becomes incandescent the brass grains grow larger. he heated area of the case is immediately tipped into a water bath to quench the case, establishing the large grain size.
The treatment causes a dark, but harmless, discoloration to the neck area. In commercial ammunition, this dark area may be polished out for cosmetic reasons; in U.S. military ammunition, the discoloration remains vi sible.
The application of heat treatment technology to vary the grain size gradually, from small grains in the head area to large o nes at the case mouth, determines c ase hardness. All high pressure cases must have variable metallurgical properties depending on the part of the case, as follows:
Head - must be t ough and relatively unyielding, small brass grains contribute to the t oughness.