CNC grinding machines – modern machine tools
CNC grinding machines are machine tools which use a rotating grinding wheel to achieve material removal on a metallic workpiece by means of cutting. Grinding machines are mostly used for the hard-fine machining of workpieces (parts). The surface quality which can be achieved is very high, and grinding machines thus almost always find application in modern industry as a finishing process. Furthermore, through the increased performance of the grinding tools, grinding machines can now be used to achieve high material removal rates (Q’w [mm³/(mm*s)] during production grinding.
Since the early beginnings of grinding, possibilities have been sought for carrying out this machining process within ever shorter timeframes at a satisfactory level of quality. The most high-tech type of grinding machines today are the ultramodern CNC grinding machines. CNC stands for “Computerized Numerical Control”. This enables part machining to be carried out fully automatically. Even with the most complex of part geometries, such as crankshafts, camshafts, valves, ball bearings or transmission shafts, it is standard today to achieve reliable, fast and automatic machining with CNC machines.
Besides the high machining performance possible with today’s CNC grinding machines during the actual grinding process, the loading and unloading of the workpieces is often also carried out fully automatically using automated loading facilities. This is referred to as an “unmanned operation”, where a sporadic check of the CNC grinding machine or the grinding process is all that is required. For the machining process itself, the continual presence of a worker at the CNC grinding machine is no longer necessary.
Modern CNC grinding machine with operating- and control devices.
Set up of a grinding machine
In CNC grinding machines, various mechanical and electronic systems are used. Correspondingly, these machines are complex in their set up and control. Some components of CNC grinding machines are outlined in more detail in the following:
Drive
The drive of a CNC grinding machine must withstand diverse stresses and operate efficiently. In order to maintain the required infeed per tool revolution as well as a constant grinding wheel speed – and thus a constant cutting speed – particularly during contact with the workpiece (part), the drive must make the necessary drive torque available continuously and reliably. The high drive torque and grinding wheel speed which are required demand high drive performance. This is mostly provided by electric motors, and sometimes by hydraulic or pneumatic drives. In spite of the considerable decrease in performance, drive motors or spindles on CNC grinding machines must be almost free of backlash in order to prevent axial and radial shifts of the drive shaft and thus the grinding wheel. If too much backlash occurs in the drive, the machining precision is impaired.
Grinding wheel
The grinding wheel is the actual tool of the CNC grinding machine. Grinding wheels are rotationally symmetric tools whose abrasive grits are held together by means of a bond. The sharp edges of the abrasive grits remove material by means of cutting when they come into contact with the part to be ground. Grinding wheels are very complex tools. Selecting the right grinding wheel is a crucial factor in the success of a grinding operation. In our magazine article “Grinding Wheels”, we provide a wealth of useful information on everything to do with the grinding wheel.
Control system
The control of all movements and machining processes within the CNC grinding machine is computer-aided and runs fully automatically via two independent control systems which are as follows:
Computerized Numerical Control (CNC)
The CNC system takes on all control tasks with respect to part machining. These tasks include the sequence of machining steps or the finished part dimensions that need to be achieved. Through the use of CAM tools (Computer-Aided Manufacturing), the CNC system can be supplied immediately with the design data needed for carrying out part machining. Another possibility is to manually enter this data via an input mask directly on the CNC grinding machine. During grinding, the CNC system of the CNC grinding machine assumes the control task for up to six different axes at the same time.
Programmable Logic Control (PLC)
The PLC system of the CNC grinding machine is responsible for all peripheral control and monitoring tasks. These include monitoring the coolant lubricant supply and drive control, for instance. The PLC works in the background and is adjusted to the machine by the CNC grinding machine manufacturer.
Machine bed
The machine bed forms the lower end of the machining area of a CNC machine tool. Here, both drive and auxiliary fixtures are assembled. In addition, it is here that chips and coolant lubricant are discharged from the machine. The discharge of chips and machining residues is important for disruption-free operation of the CNC grinding machine. Bed flushing nozzles are generally used to flush the residues along with the coolant lubricant from the machine.
Coolant lubricant nozzles
Due to the nature of the grinding process, a great deal of heat is generated. This damages the part. Grinding burn occurs when too much of this process energy is channelled into the part. Reliable process cooling in the CNC grinding machine is thus imperative. This is achieved by using coolant lubricant nozzles which direct the coolant lubricant directly into the machining zone. The coolant lubricant nozzles are supplied with coolant lubricant via a feed system from a central connection on the CNC grinding machine.
Loading facility
For unmanned operation of a CNC grinding machine, an automated loading facility is necessary. This places the workpiece in the CNC grinding machine and removes it again after machining. As a gripper system, loading units can access the machining area of the CNC grinding machine from the top. The use of industrial robots is likewise possible. The automated supply of parts to the CNC grinding machine shortens the part changeover time considerably.
Dressing fixture
As grinding wheels are subject to abrasive wear during operation, it is necessary to restore the grinding wheel geometry and cutting capability without replacing the grinding wheel. Dressing fixtures are used for this. The dressing tools in these fixtures usually have a higher hardness than the grinding wheel, enabling them to remove material from the grinding wheel until the desired geometry and cutting properties are restored. Dressing fixtures may be equipped with stationary dressing tools, such as dressing plates, or with rotating ones, such as profile or forming rolls. Dressing operations interrupt the grinding process and thus take place during non-productive time.
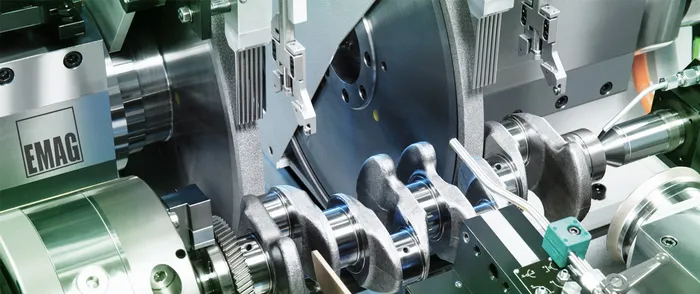
View in the machining area of a CNC grinding machine for grinding crankshafts.
The cooling of the process is realised with needle-nozzles by Grindaix GmbH.
CNC grinding applications
It is primarily those parts with stringent requirements in terms of dimensional and geometrical accuracy as well as surface quality which are ground. This is shown in the example below, which outlines the grinding of gears.
Gear grinding
The production of gears by means of a generating grinding process is described here. During generating grinding, a special grinding wheel shape, referred to as the grinding worm, is used. The kinematics of the grinding wheel and the workpiece during generating grinding are similar to those of a worm gear. Initially the semi-finished gear has no teeth. These are introduced by means of the rotating grinding wheel. During generating grinding on CNC grinding machines, the high precision with respect to the tooth module and pitch is advantageous. The high surface quality achieved with grinding has a favourable impact on the wear properties of the workpiece. The improved friction pairing between the meshed teeth leads to considerably less wear. Besides this, noise emissions can be reduced.
Frequent problems on CNC grinding machines
CNC grinding machines are complex systems for carrying out sophisticated machining tasks. The number of components involved and the countless configuration options inevitably lead to an equally high number of potential errors, which may crop up individually or in combination. Some of these problems are outlined in the following. The actual range of all possible influencing and disturbance variables is much more comprehensive than this, however.
Grinding burn
The term “grinding burn” refers to a form of thermal damage to the part caused by an improperly handled grinding process during which too much process energy in the form of heat is channelled into the part. Due to such thermal overload during grinding, the part is mostly rendered useless, as microcracks may have been generated, for example. Sometimes grinding burn can be seen in the form of discolouration on the part surface. However this is not always the case. For this reason, grinding burn inspection processes are often incorporated into the downstream quality control process. You can find more information on the topic of part grinding here.
Chatter
“Chatter” causes chatter marks on parts during machining on CNC grinding machines. The dynamic characteristics profile of the machine and the part (workpiece holder) as well as an oversupply of coolant lubricant to the grinding process are all factors which may lead to chatter. In the latter case, the coolant lubricant squeezes through the grinding wheel at irregular intervals, causing the grinding wheel to lose contact with the part intermittently. This effect is similar to that of aquaplaning. Depending on the level of severity, chatter may be perceived acoustically and can have a considerable impact on the concentricity of the part. Particularly when producing shafts and other parts in which tight concentricity tolerances are required, it is absolutely essential to eliminate chatter in order to ensure that the quality demands are fulfilled. The correct amount of coolant lubricant supply is thus decisive. Undersupply may lead in the worst case to grinding burn; oversupply can cause chatter.
Wrongly selected coolant lubricant parameters
The use of unsuitable solutions for coolant lubricant supply generally leads to unnecessarily high coolant lubricant consumption. In many cases, clamped pipes are used a nozzle substitute. To achieve the required coolant lubricant exit speed, a sufficiently high volume flow and associated pressure must then be made available. However, this procedure is often very uneconomical and imprecise. It also greatly impairs the performance of the CNC grinding machine. Suitable coolant lubricant nozzles guide the coolant lubricant in exactly the required volume to the machining site while still ensuring the necessary exit speed of the coolant lubricant. Besides this, the costs for filtration, coolant lubricant cooling, disposal and new procurement of coolant lubricant are significantly lower due to reduced consumption.
Coolant lubricant optimization in machine tools
CNC grinding machines very often hold relevant optimization potential when it comes to coolant lubricant supply. Optimizing coolant lubricant supply not only reduces coolant lubricant costs, e.g. through filtration, but can also bring about a sometimes considerable increase in the cost-efficiency (productivity) of the entire CNC grinding machine. Some starting points for coolant lubricant optimization in a grinding machine are:
Coolant lubricant nozzles
Through the use of suitable coolant lubricant nozzles on CNC grinding machines, it is possible to achieve a reduction in the required coolant lubricant volume (l/min) and at the same time to ensure reliable cooling lubrication of the machining task. Coolant lubricant nozzles are not only used for cooling, however, but also to clean the grinding wheel, carry out bed flushing or to extinguish the spark jet. You can find a selection of coolant lubricant nozzles for various applications in the comprehensive range provided by Grindaix GmbH.