Continuous casting
Continuous casting, also called strand casting, is the process whereby molten metal is solidified into a "semifinished" billet, bloom, or slab for subsequent rolling in the finishing mills. Prior to the introduction of continuous casting in the 1950s, steel was poured into stationary molds to form ingots. Since then, "continuous casting" has evolved to achieve improved yield, quality, productivity and cost efficiency. It allows lower-cost production of metal sections with better quality, due to the inherently lower costs of continuous, standardised production of a product, as well as providing increased control over the process through automation. This process is used most frequently to cast steel (in terms of tonnage cast). Aluminium and copper are also continuously cast.
Sir Henry Bessemer, of Bessemer converter fame, received a patent in 1857 for casting metal between two counter-rotating rollers. The basic outline of this system has recently been implemented today in the casting of steel strip.
Equipment and process
Low-carbon steels
Molten metal is tapped into the ladle from furnaces. After undergoing any ladle treatments, such as alloying and degassing, and arriving at the correct temperature, the ladle is transported to the top of the casting machine. Usually the ladle sits in a slot on a rotating turret at the casting machine. One ladle is in the 'on-cast' position (feeding the casting machine) while the other is made ready in the 'off-cast' position, and is switched to the casting position when the first ladle is empty.
From the ladle, the hot metal is transferred via a refractory shroud (pipe) to a holding bath called a tundish. The tundish allows a reservoir of metal to feed the casting machine while ladles are switched, thus acting as a buffer of hot metal, as well as smoothing out flow, regulating metal feed to the molds and cleaning the metal (see below).
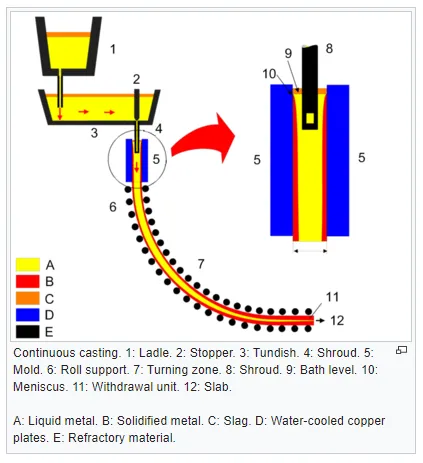
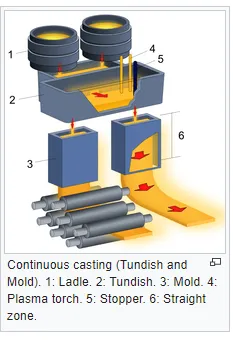
Metal is drained from the tundish through another shroud into the top of an open-base copper mold. The depth of the mold can range from 0.5 to 2 metres (20 to 79 in), depending on the casting speed and section size. The mold is water-cooled to solidify the hot metal directly in contact with it; this is the primary cooling process. It also oscillates vertically (or in a near vertical curved path) to prevent the metal sticking to the mold walls. A lubricant (either powders that melt on contact with the metal, or liquids) is added to the metal in the mold to prevent sticking, and to trap any slag particles—including oxide particles or scale—that may be present in the metal and bring them to the top of the pool to form a floating layer of slag. The shroud is set so the hot metal exits it below the surface of the slag layer in the mold and is thus called a submerged entry nozzle (SEN). In some cases, shrouds may not be used between tundish and mold ('open-pour' casting); in this case, interchangeable metering nozzles in the base of the tundish direct the metal into the moulds. Some continuous casting layouts feed several molds from the same tundish.
In the mold, a thin shell of metal next to the mold walls solidifies before the middle section, now called a strand, exits the base of the mold into a spray chamber. The bulk of metal within the walls of the strand is still molten. The strand is immediately supported by closely spaced, water-cooled rollers which support the walls of the strand against the ferrostatic pressure (compare hydrostatic pressure) of the still-solidifying liquid within the strand. To increase the rate of solidification, the strand is sprayed with large amounts of water as it passes through the spray-chamber; this is the secondary cooling process. Final solidification of the strand may take place after the strand has exited the spray-chamber.
It is here that the design of continuous casting machines may vary. This describes a 'curved apron' casting machine; vertical configurations are also used. In a curved apron casting machine, the strand exits the mold vertically (or on a near vertical curved path) and as it travels through the spray-chamber, the rollers gradually curve the strand towards the horizontal. In a vertical casting machine, the strand stays vertical as it passes through the spray-chamber. Molds in a curved apron casting machine can be straight or curved, depending on the basic design of the machine.
In a true horizontal casting machine, the mold axis is horizontal and the flow of steel is horizontal from liquid to thin shell to solid (no bending). In this type of machine, either strand or mold oscillation is used to prevent sticking in the mold.
After exiting the spray-chamber, the strand passes through straightening rolls (if cast on other than a vertical machine) and withdrawal rolls. There may be a hot rolling stand after withdrawal to take advantage of the metal's hot condition to pre-shape the final strand. Finally, the strand is cut into predetermined lengths by mechanical shears or by travelling oxyacetylene torches, is marked for identification, and is taken either to a stockpile or to the next forming process.
In many cases the strand may continue through additional rollers and other mechanisms which may flatten, roll or extrude the metal into its final shape.