Sheet Metal Processes
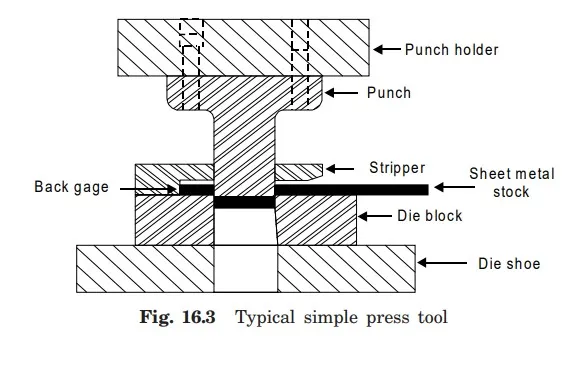
Sheet metal work processing is highly common in manufacturing sheet metal parts using from sheet stock. The various sheet metal operations are performed on press machine of required capacity using press tools or dies. The dies may be single operation die or multioperation dies. A simple piercing, blanking and shearing die is shown in Fig. 16.3. However the basic sheet metal operations are described in the following lines.
General Sheet Metal Operations
Shearing
It takes place when punch and die are used. The quality of the cut surface is greatly influenced by the clearance between the two shearing edges. However, the basic shearing operations are described in the following lines.
Cutting
It means severing a piece from a strip with a cut along a single line
Parting
It signifies that scrap is removed between the two pieces to part them.
Blanking
It means cutting a whole piece from sheet metal just enough scrap is left all around the opening to assure that the punch has metal to cut along its entire edge. The piece detached from the strip is known as blank and is led for further operations. The remaining metal strip is scrap. Blanking is nearly almost the first operation and may be the only one necessary or it may be followed successively by many others. Blanking is often combined with other operations in one tool, all the work being performed at one stroke of the press. A blanking die must have clearance, otherwise the blank would not fall freely, and it might remain struck in the die block.
Punching
It is the operation of producing circular holes on a sheet metal by a punch and die. The material punched out is removed as waste. Piercing, on the other hand, is the process of producing holes of any desired shape.
Notching
It is a process of removing metal to the desired shape from the side or edge of a sheet or strip.
Slitting
When shearing is conducted between rotary blades, the process is referred to as slitting. It cuts the sheet metal lengthwise.
Nibbling
It is an operation of cutting any shape from sheet metal without special tools. It is done on a nibbling machine.
Trimming
It is the operation of cutting away excess metal in a flange or flash from a piece.
Lancing
It makes a cut part way across a strip. Forming It is a metal working process in which the shape of the punch and the die is directly reproduced in the metal with little or no metal flow.
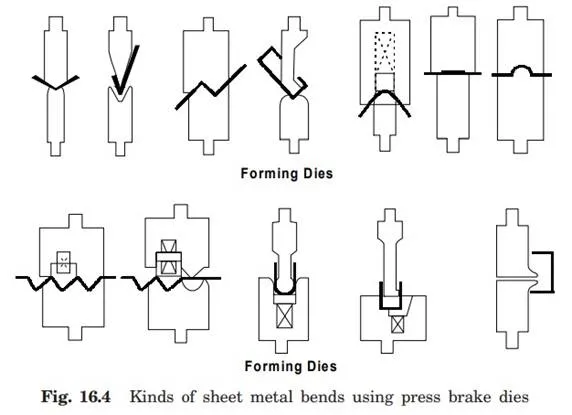
Bending
It is employed for bending into desired shapes various stock materials like sheets, rods, wires, bars, pipes, tubes and various structural shapes. Formed dies are used for bending the articles and the operation is usually performed in many stages. For bending in all sheet material are stressed beyond the elastic limit in tension on the outside and in compression on the inside of the bend. There is only one line, the natural line which retains its original length. The neutral axis lies at a distance of 30 to 50% of thickness of the sheet from the inside of the bend. Stretching of the sheet metal on the outside makes the stock thinner. Bending is sometimes called as forming which involves angle bending, roll bending, and roll forming and seaming and spinning. Well designed fixtures are also used where mass bending of such components is required. Bending occurs when forces are applied to localized areas, such as in bending a piece of metal into a right angle, and forming occurs when complete items or parts are shaped. However, some common kinds of sheet metal bends using by press brake dies are depicted in Fig. 16.4.