Core Box
Any kind of hollowness in form of holes and recesses in castings is obtained by the use of cores. Cores are made by means of core boxes comprising of either single or in two parts. Core boxes are generally made of wood or metal and are of several types. The main types of core box are half core box, dump core box, split core box, strickle core box, right and left hand core box and loose piece core box.
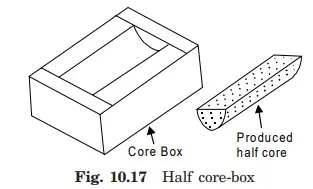
1. Half core box
This is the most common type of core box. The two identical halves of a symmetrical core prepared in the half core box are shown in Fig. 10.17. Two halves of cores are pasted or cemented together after baking to form a complete core.
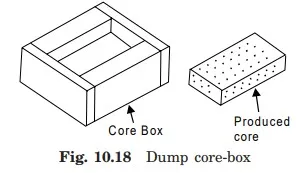
2. Dump core box
Dump core box is similar in construction to half core box as shown in Fig. 10.18. The cores produced do not require pasting, rather they are complete by themselves. If the core produced is in the shape of a slab, then it is called as a slab box or a rectangular box. A dump core-box is used to prepare complete core in it. Generally cylindrical and rectangular cores are prepared in these boxes.
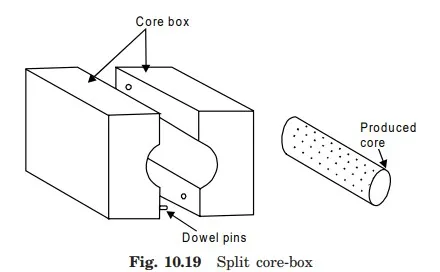
3. Split core box
Split core boxes are made in two parts as shown in Fig. 10.19. They form the complete core by only one ramming. The two parts of core boxes are held in position by means of clamps and their alignment is maintained by means of dowel pins and thus core is produced.
4. Right and left hand core box
Some times the cores are not symmetrical about the center line. In such cases, right and left hand core boxes are used. The two halves of a core made in the same core box are not identical and they cannot be pasted together.
5. Strickle core box
This type of core box is used when a core with an irregular shape is desired. The required shape is achieved by striking oft the core sand from the top of the core box with a wooden piece, called as strickle board. The strickle board has the same contour as that of the required core.
6. Loose piece core box
Loose piece core boxes are highly suitable for making cores where provision for bosses, hubs etc. is required. In such cases, the loose pieces may be located by dowels, nails and dovetails etc. In certain cases, with the help of loose pieces, a single core box can be made to generate both halves of the right-left core.
Core Box Allowances
Materials used in making core generally swell and increase in size. This may lead to increase the size of core. The larger cores sometimes tend to become still larger. This increase in size may not be significant in small cores, but it is quite significant in large cores and therefore certain amount of allowance should be given on the core boxes to compensate for this increase the cores. It is not possible to lay down a rule for the amount of this allowance as this will depend upon the material used, but it is customary to give a negative allowance of 5 mm /mt.
Color Codification For Patterns And Core Boxes
There is no set or accepted standard for representing of various surfaces of pattern and core boxes by different colors. The practice of representing of various pattern surfaces by different colors varies with from country to country and sometimes with different manufactures within the country. Out of the various color codifications, the American practice is the most popular. In this practice, the color identification is as follows. Surfaces to be left unfinished after casting are to be painted as black. Surface to be machined are painted as red. Core prints are painted as yellow. Seats for loose pieces are painted as red stripes on yellow background. Stop-offs is painted as black stripes on yellow base.