Pattern Allowances
Pattern may be made from wood or metal and its color may not be same as that of the casting. The material of the pattern is not necessarily same as that of the casting. Pattern carries an additional allowance to compensate for metal shrinkage. It carries additional allowance for machining. It carries the necessary draft to enable its easy removal from the sand mass. It carries distortions allowance also. Due to distortion allowance, the shape of casting is opposite to pattern. Pattern may carry additional projections, called core prints to produce seats or extra recess in mold for setting or adjustment or location for cores in mold cavity. It may be in pieces (more than one piece) whereas casting is in one piece. Sharp changes are not provided on the patterns. These are provided on the casting with the help of machining. Surface finish may not be same as that of casting.
The size of a pattern is never kept the same as that of the desired casting because of the fact that during cooling the casting is subjected to various effects and hence to compensate for these effects, corresponding allowances are given in the pattern. These various allowances given to pattern can be enumerated as, allowance for shrinkage, allowance for machining, allowance for draft, allowance for rapping or shake, allowance for distortion and allowance for mould wall movement. These allowances are discussed as under.
1. Shrinkage Allowance
In practice it is found that all common cast metals shrink a significant amount when they are cooled from the molten state. The total contraction in volume is divided into the following parts:
1. Liquid contraction, i.e. the contraction during the period in which the temperature of the liquid metal or alloy falls from the pouring temperature to the liquidus temperature.
2. Contraction on cooling from the liquidus to the solidus temperature, i.e. solidifying contraction.
3. Contraction that results there after until the temperature reaches the room temperature. This is known as solid contraction.
The first two of the above are taken care of by proper gating and risering. Only the last one, i.e. the solid contraction is taken care by the pattern makers by giving a positive shrinkage allowance. This contraction allowance is different for different metals. The contraction allowances for different metals and alloys such as Cast Iron 10 mm/mt.. Brass 16 mm/mt., Aluminium Alloys. 15 mm/mt., Steel 21 mm/mt., Lead 24 mm/mt. In fact, there is a special rule known as the pattern marks contraction rule in which the shrinkage of the casting metals is added. It is similar in shape as that of a common rule but is slightly bigger than the latter depending upon the metal for which it is intended.
2. Machining Allowance
It is a positive allowance given to compensate for the amount of material that is lost in machining or finishing the casting. If this allowance is not given, the casting will become undersize after machining. The amount of this allowance depends on the size of casting, methods of machining and the degree of finish. In general, however, the value varies from 3 mm. to 18 mm.
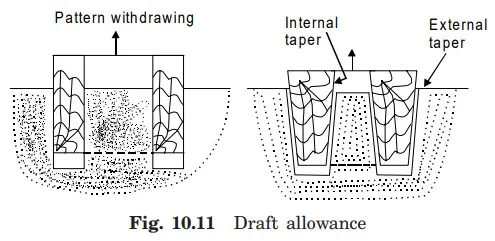
3. Draft or Taper Allowance
Taper allowance (Fig. 10.11) is also a positive allowance and is given on all the vertical surfaces of pattern so that its withdrawal becomes easier. The normal amount of taper on the external surfaces varies from 10 mm to 20 mm/mt. On interior holes and recesses which are smaller in size, the taper should be around 60 mm/mt. These values are greatly affected by the size of the pattern and the molding method. In machine molding its, value varies from 10 mm to 50 mm/mt.
4. Rapping or Shake Allowance
Before withdrawing the pattern it is rapped and thereby the size of the mould cavity increases. Actually by rapping, the external sections move outwards increasing the size and internal sections move inwards decreasing the size. This movement may be insignificant in the case of small and medium size castings, but it is significant in the case of large castings. This allowance is kept negative and hence the pattern is made slightly smaller in dimensions 0.5-1.0 mm.
5. Distortion Allowance
This allowance is applied to the castings which have the tendency to distort during cooling due to thermal stresses developed. For example a casting in the form of U shape will contract at the closed end on cooling, while the open end will remain fixed in position. Therefore, to avoid the distortion, the legs of U pattern must converge slightly so that the sides will remain parallel after cooling.
6. Mold wall Movement Allowance
Mold wall movement in sand moulds occurs as a result of heat and static pressure on the surface layer of sand at the mold metal interface. In ferrous castings, it is also due to expansion due to graphitisation. This enlargement in the mold cavity depends upon the mold density and mould composition. This effect becomes more pronounced with increase in moisture content and temperature.