Plasma Spray Process
An inert gas such as Argon, when excited by an electric arc, becomes partially ionized and in this state is able to carry an electric current for the generation of a hot gas stream having temperatures approaching 12,000°C. Powder material is injected into the flame at optimum conditions and projected in a semi-molten (plastic) state on to a suitably prepared work piece to form high integrity coatings of typically 0.05mm. to 3mm.thickness. The gun is manipulated by hand or by using a robot, enabling a wide range of component configurations to be coated. The Plasma Spray process is probably the most versatile of all the major Thermal Spray processes. This is predominantly due to the extremely high heat source temperatures available.The plasma generated for plasma spraying usually incorporates one or a mixture of the following gases:
· Argon
· Helium
· Nitrogen
· Hydrogen
Plasma flames for thermal spraying can produce temperatures around 7,000 to 20,000K far above the melting temperature (and vapour temperature) of any known material. The extreme temperature of the plasma is not the only reason for the effective heating properties. If for example helium gas is heated to around 13,000K without a plasma forming, it would have insufficient energy for normal plasma spraying. Nitrogen on the other hand heated to 10,000K going through dissociation and ionisation forming a plasma is an effective heating media for thermal spraying, being able to supply about six times more energy than an equal volume of helium at 13,000K. The plasma is able to supply large amounts of energy due to the energy changes associated with dissociating molecular gases to atomic gases and ionisation which occur with little change in temperature.
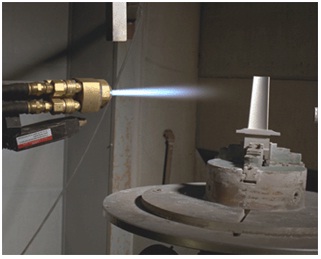
The Plasma Spray Process is basically the spraying of molten or heat softened material onto a surface to provide a coating. Material in the form of powder is injected into a very high temperature plasma flame, where it is rapidly heated and accelerated to a high velocity. The hot material impacts on the substrate surface and rapidly cools forming a coating. This plasma spray process carried out correctly is called a "cold process" (relative to the substrate material being coated) as the substrate temperature can be kept low during processing avoiding damage, metallurgical changes and distortion to the substrate material.
The processes gases used, in combination with the current applied to the electrode controls the amount of energy produced by the process. Since the flow of each of the gases and the applied current can be accurately regulated, repeatable and predictable coating results can be obtained. In addition, the point and angle that the material is injected into the plume, as well as the distance of the gun to the target, component can also be controlled. This provides a high degree of flexibility to develop appropriate spray parameters for materials with melting temperatures across a very large range.
The distance of the plasma gun from the target components, gun and component speeds relative to each other, and part cooling (usually with the help of air jets focused on the target substrate) keep the part at a controlled spray temperature that is usually in the range of 38 °C to 260 °C (100 °F to 500 °F).
The plasma spray gun comprises a copper anode and tungsten cathode, both of which are water cooled. Plasma gas (argon, nitrogen, hydrogen, helium) flows around the cathode and through the anode which is shaped as a constricting nozzle. The plasma is initiated by a high voltage discharge which causes localised ionisation and a conductive path for a DC arc to form between cathode and anode. The resistance heating from the arc causes the gas to reach extreme temperatures, dissociate and ionise to form a plasma. The plasma exits the anode nozzle as a free or neutral plasma flame (plasma which does not carry electric current) which is quite different to the Plasma Transferred Arc coating process where the arc extends to the surface to be coated. When the plasma is stabilised ready for spraying the electric arc extends down the nozzle, instead of shorting out to the nearest edge of the anode nozzle. This stretching of the arc is due to a thermal pinch effect. Cold gas around the surface of the water cooled anode nozzle being electrically non-conductive constricts the plasma arc, raising its temperature and velocity. Powder is fed into the plasma flame most commonly via an external powder port mounted near the anode nozzle exit. The powder is so rapidly heated and accelerated that spray distances can be in the order of 25 to 150 mm.
Plasma Spray Process advantage
Plasma spraying has the advantage that it can spray very high melting point materials such as refractory metals like tungsten and ceramics like zirconia unlike combustion processes, Plasma sprayed coatings are generally much denser, stronger and cleaner than the other thermal spray processes. Plasma spray coatings probably account for the widest range of thermal spray coatings and applications and make this process the most versatile. Disadvantages of the plasma spray process are relative high cost and complexity of process.
Features of the Atmospheric Plasma Spray Process:
· Large choice of coating materials, including metals, alloys, ceramics, cermets, carbides and others.
· Coating systems are possible, using layers of different materials.
· Produces surfaces for a wide variety of applications, including resistance to many different types or wear and corrosion mechanisms, desirable thermal or electrical characteristics, and surface restoration and dimensional control.
· Excellent control of coating thickness and surface characteristics, such as porosity and hardness .
· No heat affected zone or component distortion.
· High deposition rate.
· High bond of the coating to the substrate.
· Coating of complex geometries.
· Easy masking of areas that should not be coated.
· Process can be fully automated.
· Coating of internal geometries possible.
{kind=link}
{kind=link}
{kind=link}