Introduction to the Manually-Controlled Toaster Oven Reflow
With the help of a DIY thermocouple measurement system, you can use a cheap toaster oven to accurately reproduce a reflow-soldering temperature profile.
In a previous article (Make an EFM8-Based System for Monitoring and Analyzing Thermocouple Measurements), we developed an EFM8-and-Scilab-based system for collecting, recording, and displaying thermocouple temperature measurements. That article tells you how to build and use the system, and it provides links for downloading the microcontroller code and the Scilab script. In short, the system displays the current temperature and a graph representing the temperature history, as follows:
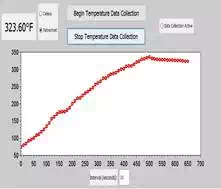
This temperature feedback will enable you, the assembly technician, to accurately control the oven’s heating profile via simple, real-time adjustments.
As you may know, surface-mount assembly can be a serious impediment for students, hobbyists, entrepreneurs, or anyone else who wants to design and test high-performance circuit boards without paying for professional assembly. Hand soldering is becoming increasingly burdensome—sometimes impossible—owing to the proliferation of miniscule components, leadless packages, and ball-grid arrays. Professional assembly is rarely a feasible option: it is surprisingly expensive, especially for small quantities, and coordinating with the assembly house can be awkward if you are trying to use whatever stray components you have lying around your lab/office/garage/bedroom. Also, let’s say you decide to splurge on the initial assembly job—what happens when you need to replace that 100-pin microcontroller? Even if you have a hot-air soldering station to help you with this kind of rework, before long you will probably be wishing for a tube of solder paste and a reflow oven.
Fortunately, low-cost, simple, DIY reflow is perfectly achievable. It’s not easy, especially with tiny or small-pitch components, and it’s not an automated, defect-free, assembly-line sort of operation—your brain is needed to help the toaster oven control its temperature, and your hands may be needed to remedy a few solder bridges or “tombstoned” capacitors. But again, DIY reflow is achievable with little more than a cheap toaster oven, a tube of solder paste, and a system for measuring and recording temperatures.
Toast, PCB—What’s the Difference?
There are a few steps—along with plenty of tips and techniques—involved in the entire DIY PCB reflow process. But you won’t get anywhere until you have a hot container in which to melt your solder paste, so first we need to focus on pressing an ordinary toaster oven into service as a reflow appliance extraordinaire. In this article we will cover preliminary information and techniques, and the next article will present a detailed procedure for compelling a toaster oven to obey the temperature profile of your choice. Here is a photo of my oven:

This oven sells for as low as $30. It is nothing fancy—no convection, no infrared, no digital display. Maybe that stuff helps, but it’s not essential. Actually, there a few things I like about this oven:
● The metal tray that slides in underneath the rack helps to distribute the intense heat generated by the lower heating element.
● It’s small—no point in wasting electricity on a big oven when all you need to cook is a PCB.
● Temperature is controlled by a mechanical dial rather than buttons—this allows for rapid, intuitive, pleasantly tactile adjustments.
● The timer’s old-fashioned “dingggg” sound reminds me of home . . .
Manufacturers do not formulate and publish reflow temperature profiles simply to entertain themselves. I’m sure it is possible to successfully reflow a PCB without adhering to the profile, but I highly doubt that the results are consistent or of particularly high quality. So I think it’s well worth the time and effort to develop a procedure that allows you to replicate a profile with reasonable accuracy. The first step, of course, is deciding which profile to follow. Sometimes the datasheet for an individual part will include a recommended profile. Obviously, if four different parts on the same board all come with different profile recommendations, you can’t please them all. If your board includes one component that is more important or temperature sensitive than all the others, perhaps you should follow the recommended profile for that component. In general, though, it makes sense to use the profile that accompanies your chosen solder paste—your PCB has a variety of components but only one type of paste, and the manufacturer knows what sort of temperatures will make the paste do its thing.
In this article we will use the profile for a leaded, no-clean solder paste manufactured by MG Chemicals. (Lead-free solder requires higher temperatures that are more stressful for the components and the PCB, and the environmental impact of using leaded paste on a few prototype PCBs is probably not something to worry about.)
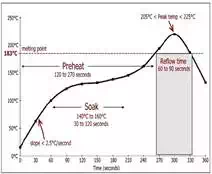
Here is a brief description of the three primary temperature phases:
1. First, we need to bring PCB, components, and solder paste from room temperature to something much higher than room temperature. This is called the “preheat” phase.
2. The “soak” phase, which in this profile is included as part of the preheat phase, uses a relatively stable temperature so that PCB, components, and paste can reach thermal equilibrium.
3. The “reflow” phase takes the PCB from thermal equilibrium to temperatures above the solder’s melting point. The solder paste melts and “flows,” wicking away from non-metallic areas and forming bonds with copper PCB pads and component leads/lands/balls.
As indicated in the profile, the critical characteristics are the following:
● the rate of temperature increase during the preheat phase
● the duration and temperature for the soak phase
● the duration of the reflow phase, which begins when the temperature exceeds the solder’s melting point and ends when the temperature falls below the melting point
● the peak temperature during the reflow phase
Here are two photos of my setup:


The thermocouple enters through the crack between the glass door and the metal frame, and I bent the tip of the thermocouple so that it stays close to the surface of the PCB. You may want to experiment with different PCB locations. My placement is based on the following considerations:
● The lower rack position is preferable to the upper rack position because I have the metal tray to protect the board from the lower heating element. Less separation between the PCB and the upper heating element might contribute to problematic temperature gradients.
● Though we want to avoid gradients, we also want good response to the heating element (primarily for the steep transition from soak phase to reflow phase). Thus, I keep the PCB approximately aligned with the lower heating element.
● We will need to open the door to facilitate heat removal, and a central placement (relative to the front and back of the oven) seems to provide an acceptable rate of temperature decrease.
Now we understand why we are trying to assemble a printed circuit board in a toaster oven and how to go about it, and we have a temperature profile in hand. The next article will show you how to turn a low-precision, low-cost kitchen appliance into something that can actually function as a reflow oven.