Weld Defects
WELD DEFECTS
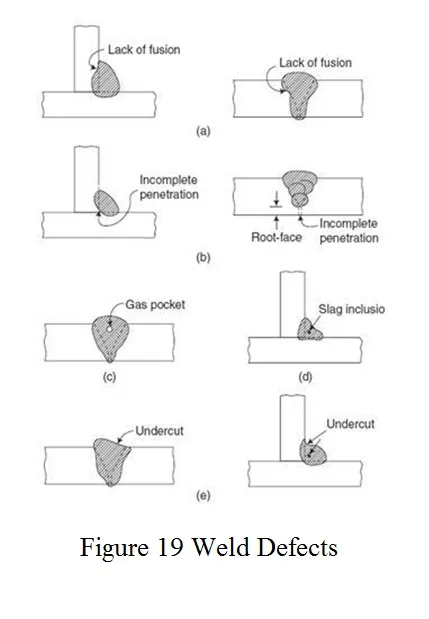
Defects in welding are inevitable in spite of using the good welding techniques, standa rd electrodes and preparation of joints. Some of the commonly observed welding defects (Figure 19) are detailed below.
1.Incomplete fusion
This happens when the base metal fails to completely fuse along with the weld metal. This can be caused by the rapid welding or by the presence of foreign material at the weld surface. See Figure 19(a).
2. Incomplete penetration
This type of failure occurs due to the failure of the weld metal to penetrate the complete depth of the joint. This is often observed in single V and bevel joints. This can also happen while using electrodes of larger size than is required. See Figure 19(b).
3. Porosity
Porosity occurs due to the voids or gas pockets entrapped in the welds while cooling. This results in stress concentration and reduced ductility of the joint. This is mainly due to careless use of backup plates, presence of moisture in the electrodes, presence of hydrogen in the electrodes and excessive current. See Figure 19(c).
4. Slag inclusion
Slag inclusions are metallic oxides and other solid compounds which are sometimes found as elongated or globular inclusions. The slag, being lighter than the molten material of weld, usually rise to the surface and can be removed after cooling of the weld. However if the weld is cooled rapidly possibilities are there to trap these in the weld. See Figure 19(d).
5. Undercutting
Undercutting is the local decrease in the thickness of parent metal at the weld toe. An undercut results in reduced sec tion and acts like a notch. This can happen due to excessive current and/or long arc.