MORTARS AND CONCRETES
Mortars
Mortars are composed of a cementitious material, fine aggregate, sand, and water. They are used for bedding unit masonry, for plasters and stuccoes, and with the addition of coarse aggregate, for concrete. Here consideration is given primarily to those mortars used for unit masonry and plasters. Properties of mortars vary greatly, being dependent on the properties of the cementitious material used, ratio of cementitious material to sand, characteristics and grading of the sand, and ratio of water to solids.
Packaging and Proportioning of Mortar
Mortars are usually proportioned by volume. A common specification is that not more than 3 ft3 of sand be used with 1 ft3 of cementitious material. Difficulty is sometimes encountered, however, in determining just how much material constitutes a cubic foot: a bag of cement (94 lb) by agreement is called a cubic foot in proportioning mortars or concretes, but an actual cubic foot of lime putty may be used in proportioning mortars. Since hydrated limes are sold in 50-lb bags , each of which makes somewhat more than a cubic foot of putty, weights of 40, 42, and 45 lb of hydrated lime have been used as a cubic foot in laboratory studies; but on the job, a bag is frequently used as a cubic foot. Masonry cements are sold in bags containing 70 to 80 lb, and a bag is considered a cubic foot.
Properties of Mortars
Table 4.4 lists types of mortars as a guide in selection for unit masonry.
Workability is an important property of mortars, particularly of those used in conjunction with unit masonry of high absorption. Workability is controlled by the character of the cement and amount of sand. For example, a mortar made from 3 parts sand and 1-part slaked lime putty will be more workable than one made from 2 parts sand and 1-part Portland cement. But the 3:1 mortar has lower strength. By proper selection or mixing of cementitious materials, a satisfactory compromise may usually be obtained, producing a mortar of adequate strength and workability.
Water retention—the ratio of the flow after 1-min standard suction to the flow before suction—is used as an index of the workability of mortars. A high value of water retention is considered desirable for most purposes. There is, however, a wide variation in water retention of mortars made with varying proportions of cement and lime and with varying limes. The ‘‘Standard Specification for Mortar for Unit Masonry,’’ ASTM C270, requires mortar mixed to an initial flow of 100 to 115, as determined by the test method of ASTM C109, to have a flow after suction of at least 75%.
Strength of mortar is frequently used as a specification requirement, even though it has little relation to the strength of masonry. (See, for example, ASTM C270,
TABLE 4.4 Types of Mortar
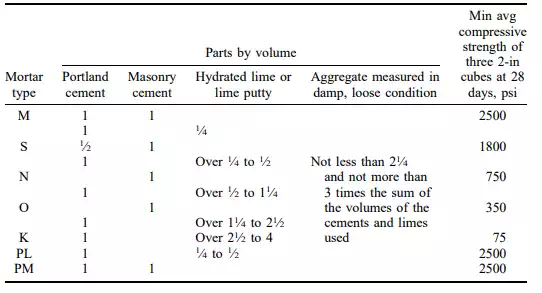
C780, and C476). The strength of mortar is affected primarily by the amount of cement in the matrix. Other factors of importance are the ratio of sand to cementing material, curing conditions, and age when tested.
Volume change of mortars constitutes another important property. Normal volume change (as distinguished from unsoundness) may be considered as the shrinkage during early hardening, shrinkage on drying, expansion on wetting, and changes due to temperature. After drying, mortars expand again when wetted. Alternate wetting and drying produces alternate expansion and contraction, which apparently continues indefinitely with Portland-cement mortars.
High-Bond Mortars
When polymeric materials, such as styrene-butadiene and polyvinylidene chloride, are added to mortar, greatly increased bonding, compressive, and shear strengths result. To obtain high strength, the other materials, including sand, water, Type I or III Portland cement, and a workability additive, such as pulverized ground limestone or marble dust, must be of quality equal to that of the ingredients of standard mortar. The high strength of the mortar enables masonry to withstand appreciable bending and tensile stresses. This makes possible thinner walls and prelaying of single-wythe panels that can be hoisted into place.
Portland-Cement Concrete
Portland-cement concrete is a mixture of Portland cement, water, coarse and fine aggregates, and admixtures proportioned to form a plastic mass capable of being cast, placed, or molded into forms that will harden to a solid mass. The desirable properties of plastic concrete are that it be workable, placeable and nonsegregating, and that it set in the desired time. The hardened concrete should provide the desired service properties:
1. Strength (compressive and flexural)
2. Durability (lack of cracks, resistance to freezing and thawing and to chemical attacks, abrasion resistance, and air content)
3. Appearance (colour, lack of surface imperfections)
Each of these properties affects the final cost of the mix design and the cost of the in-place concrete. These properties are available from normal-weight, lightweight, and heavyweight concretes.
Normal-Weight Concrete
The nominal weight of normal concrete is 144 lb/ft3 for non-air-entrained concrete but is less the air-entrained concrete. (The weight of concrete plus steel reinforcement is often assumed as 150 lb/ft3 .)
Strength for normal-weight concrete ranges from 2000 to 20,000 psi. It is generally measured using a standard test cylinder 6 in in diameter by 12 in high. The strength of a concrete is defined as the average strength of two cylinders taken from the same load and tested at the same age. Flexural beams 6 x 6 x 20 in may be used for concrete paving mixes. The strength gains of air-entrained and non-air entrained concretes are graphically shown in Fig. 9.2.
As illustrated in Fig. 9.2, the strength of a given mix is determined by the water cement ratio (W/C), and whether or not air entraining is used. Other factors are the maximum-size aggregate and the desired fluidity (slump) of the concrete at the point of placement. When no historical record is available for the aggregates and cements to be used, the water-cement ratios in Table 9.2 can provide guidance for the initial designs.
Each combination of coarse and fine aggregates has a specific water demand for a given mix fluidity, or slump. Two general guidelines are:
1. For a constant slump, the water demand increases with increase in maximum size aggregate.
2. For a constant maximum-size aggregate, as the slump increases, the water demand increases.
There are many different methods for designing a normal-weight concrete mix. A standard method is given in ACI 211, ‘‘Standard Practice for Selecting Proportions for Normal, Heavyweight, and Mass Concrete.’’
Workability of a concrete is the property most important to contractors who must place the concrete into forms and finish it. Workability includes the properties of cohesiveness, plasticity, and nonsegregation. It is greatly influenced by aggregate shape and gradation. Mixes that are hard to pump, place, and finish include those deficient in fines, those with flat and elongated aggregates, and those with an excessive amount of fines (sand and cement). If the sand is deficient in fines, workability can be increased by addition of 30 to 50 lb/yd3 of fly ash. The most effective method of producing workable concrete is to employ a well graded, combined aggregate gradation.
Modulus of elasticity of normal-weight concrete is between 2,000,000 and 6,000,000 psi. An estimate of the modulus of elasticity for normal-weight concrete with compressive strengths between 3000 and 5000 psi can be obtained by ƒ c multiplying the square root of by 57,000. Above 5000 psi, the modulus should be determined using the procedure of ASTM C469.
Volume changes occur as either drying shrinkage, creep, or expansion due to external thermal sources. Drying shrinkage causes the most problems, because it produces cracks in the concrete surface. The primary cause of drying shrinkage cracks is an excessive amount of water in the mix. The water has two effects. First, it increases the water-cement ratio (W/C), weakening the concrete. Second, additional water beyond that needed for hydration of the cement creates an excessive number of bleed channels to exposed surfaces. When the cement paste undergoes its normal drying shrinkage, these channels cannot provide any resistance to penetration of water or aggressive chemicals.
Creep is a time-dependent deformation of concrete that occurs after an external load is applied to the concrete. It is an important consideration in design of prestressed concrete.
Concrete expands when heated and contracts when cooled. Coefficients of thermal expansion range from 3.2 to 7.0 millionths per F. The most notable result of the response of concrete to thermal changes is the movement of external walls, which may bow because of temperature differentials.
Normal-weight concrete that is not designed for fire exposure expands on being heated. A side effect is some strength loss and a reduction in the modulus of elasticity.
Resistance to freezing and thawing can be accomplished by proper air entrainment in the concrete, use of a mix with a minimum water content, and proper curing of the concrete. Table 9.3 provides guidelines for the amount of air to use based upon exposure and maximum aggregate size.
Chemical attack may be internal (alkali-aggregate reaction) or external (sulphate attack or an aggressive service environment). In either case, the basic concerns are the characteristics of the available materials and the environment in which the concrete will be used. Alkali-reactive aggregates should be avoided, but if they must be used, a low-alkali cement complying with ASTM C150 Type II Modified should be selected. If sulphate attack is a concern, a low W/C (0.45 maximum) and air entrainment should be used with either a C150 Type V cement or a C150 Type II cement with C618 Type F fly ash. For protection from attack by other chemicals, a low W/C (0.45 maximum), more concrete cover over the reinforcing steel, a corrosion-protection additive, or a latex-modified concrete should be used. The American Concrete Institute ‘‘Building Code Requirements for Reinforced Concrete,’’ ACI 318, contains requirements for special exposure conditions.
Abrasion resistance is a concern with pavements and hydraulic structures. Both require use of sound, durable, hard-rock aggregates, low W/C, and well-cured concrete.
Acceptable appearance depends on good workmanship and a supply of consistent materials. The formwork should be watertight and properly oiled before concrete placement. Forms should not be made of wood that will release sugars into the concrete and create a retarded surface finish. During concrete placement, the concrete should have consistent workability. The forms should be uniformly and consistently vibrated to consolidate the concrete.
(‘‘Standard Practice for Selecting Proportions for Normal Heavyweight, and Mass Concrete,’’ ACI 211.1, and ‘‘Guide for Use of Normal Weight Aggregates in Concrete,’’ ACI 221.)
Lightweight Concrete
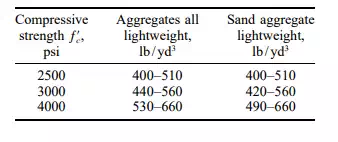
Concrete weighing considerably less than the 144 lb/ft3 of normal-weight concrete may be produced by use of lightweight aggregates or by expanding or foaming the concrete. Lightweight concrete is used principally to reduce the dead load of a structure and lower the cost of foundations. The light weight of the aggregates used for this type of concrete derives from the cellular structure of the particles. Hence, lightweight-aggregate concrete as well as foamed and expanded concretes have excellent fire-protection capabilities because of the internal voids in the aggregates or the concrete itself. When lightweight aggregates are used, they may be both fine and coarse, or lightweight coarse and normal-weight fine (sand), or normal-weight coarse and lightweight fine. The last combination is the least often used. Unit weights range from 90 lb/ft3 (all aggregates lightweight) to 115 lb/ft3 (sand lightweight). Typically, compressive strengths range from 2500 to 4000 psi. High strength lightweight concretes, however, have been produced with maximum unit weights of 125 lb/ft3 and strengths from 6000 to 9000 psi. Structural lightweight concretes are defined by the ACI as concretes with a 28-day compressive strength more than 2500 psi and air-dry unit weight of 115 lb/ft3 or less.
The variable amount of water absorbed in the voids of lightweight aggregates makes use of W/C difficult in design of a lightweight-aggregate mix (Table 4.5). Air entrainment of 4 to 6% is desirable to prevent segregation. Maximum size of the coarse aggregate should not exceed half the depth of cover over the reinforcing steel.
Lightweight-aggregate concrete exposed to sulphates should have a compressive strength ranging from 3750 to 4750 psi (see ACI 318). For marine structures, the W/C should not exceed 0.40 and at least seven bags of cement should be used per cubic yard of concrete.
The modulus of elasticity Ec of lightweight concrete generally ranges from 1,500,000 to 3,000,000 psi. It may be estimated from
where
w = unit weight of concrete, lb/ft3
ƒ c = 28-day compressive strength of concrete, psi
Volume changes occur in lightweight concrete as in normal-weight concrete, but lightweight concrete is Stabler when exposed to heat. Drying shrinkage causes the most undesirable volume changes, because it produces cracks in the surfaces of the concrete. The primary cause of drying-shrinkage cracks is excessive water in the mix. The water has two effects. First, it increases the W/C and weakens the concrete. Second, the additional water beyond that needed for hydration of the cement creates an excessive number of bleed channels to the exposed surfaces. When the cement paste undergoes normal drying shrinkage, these channels cannot provide any resistance to ingress of aggressive chemicals.
Creep is an important concern for lightweight concrete, as it is for normal-weight concrete, especially for prestressed concrete.
(‘‘Standard Practice for Selecting Proportions for Structural Lightweight Concrete,’’ ACI 211.2, and ‘‘Guide for Structural Lightweight Aggregate Concrete,’’ ACI 213.)
TABLE 4.5 Approximate Relationship between Cement Content and Compressive Strength
Heavyweight Concrete
Concretes made with heavyweight aggregates are used for shielding and structural purposes in construction of nuclear reactors and other structures exposed to high intensity radiation (see Art. 4.12). Heavyweight aggregates are used where heavyweight is needed, such as ship’s ballast and encasement of underwater pipes, and for making shielding concretes because absorption of such radiation is proportional to density, and consequently, these aggregates have greater capacity for absorption than those ordinarily used for normal concrete. With such aggregates, concrete weighing up to about 385 lb/ft3 can be produced.
Concrete made with limonite or magnetite can develop densities of 210 to 224 lb/ft3 and compressive strengths of 3200 to 5700 psi. With barite, concrete may weigh 230 lb/ft3 and have a strength of 6000 psi. With steel punching and sheared bars as coarse aggregate and steel shot as fine aggregate, densities of 250 to 288 lb/ft3 and strengths of about 5600 psi can be attained. Generally, grading of aggregates and mix proportions are similar to those used for normal concrete.
The properties of heavyweight concrete are similar to those of normal-weight concrete. Mixing and placing operations, however, are more difficult than those for normal-weight concrete, because of segregation. Good grading, high cement content, low W/C, and air entrainment should be employed to prevent segregation. Sometimes, heavyweight aggregates are grouted in place to avoid segregation. Heavyweight concretes usually do not have good resistance to weathering or abrasion.
(‘‘Recommended Practice for Selecting Proportions for Normal, Heavyweight, and Mass Concrete,’’ ACI 211.1.)
High-Performance Concretes
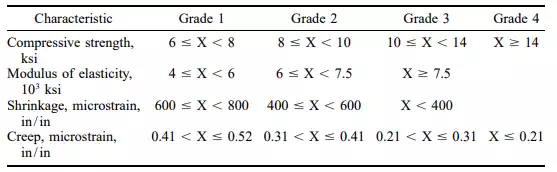
These concretes either have a high design strength (more than 6000 psi for normal weight concrete and 5000 psi for lightweight concrete) or will be subjected to severe service environments. The differences between high-performance concretes and normal-weight concretes is that the former have lower W/C and smaller maximum aggregate size. ACI 318 specifies the W/C and compressive strengths for concrete in severe exposures and the maximum chloride-ion content of concrete. High-performance concrete is defined by either durability or strength-performance characteristics. Durability characteristics are resistance to freeze-thaw, scaling, abrasion, and chloride permeability. The strength characteristics have been defined in four grades as shown in Table 4.6.
High-strength, Portland-cement concretes generally incorporate in the mix fly ash, silica fume, or superplasticizers, or a combination of these admixtures. A retarder is often beneficial in controlling early hydration. The W/C may be as small as 0.25. The maximum size of aggregate should generally be limited to 1 ⁄2 in.
With superplasticizers, relatively high strengths can be achieved at early ages, such as 7-day strengths of normal concrete in 3 days and 28-day strengths in 7 days. Compressive strengths exceeding 10,000 psi can be achieved in 90 days.
Aside from reduction in W/C, the use of superplasticizers in production of high strength concretes does not require significant changes in mix proportioning. An increase in the range of sand content of about 5%, however, may help avoid a harsh mix. Curing is very important, because strength gain halts when water is no longer available for hydration. Also, it is important that proper quantities of air-entraining admixtures be determined by trial. Some air loss may result when melamine- or
TABLE 4.6 High-Performance Concrete Strength Characteristics
naphthalene-based superplasticizers are used, whereas lignosulfonate-based water reducers may actually increase air content. Larger amounts of air-entraining agent may be needed for high-strength concretes, especially for low-slump mixes with high cement content and mixes with large amounts of some types of fly ash. Furthermore, some types of superplasticizers and air-entraining admixtures may not be compatible with each other. (‘‘State-of-the-Art Report on High-Strength Concrete,’’ ACI 363.)
Nonstructural or Foamed Cellular Concretes
These are formed by the use of admixtures that generate or liberate gas bubbles in concrete in the plastic stage. Aluminium powder, which reacts with the alkalis in cement to release hydrogen, is generally used for this purpose, although hydrogen peroxide, which generates oxygen, or activated carbon, which liberates absorbed air, can be used. These foaming agents create stable, uniformly dispersed air spaces within the concrete when it sets. Perlite and vermiculite are most frequently used as aggregates. The resulting concrete may weigh 50 lb/ft3 or less and have a compressive strength up to 2500 psi. Applications of such lightweight concretes include topping and soundproofing barriers over structural concrete slabs.
The effectiveness of the admixture is controlled by the duration of mixing, handling, and placing of the mix relative to the gas-generation rate. The amount of unpolished aluminium powder to be added to a mix may range from 0.005 to 0.02% by weight of cement under normal conditions. Larger quantities, however, may be used to produce lower-strength concretes. More aluminium may be needed at low temperatures to achieve the same amount of concrete expansion, for example, twice as much as 40F as at 70F. Furthermore, at low temperatures, to speed up gas generation, it may be necessary to add to the mix alkalis such as sodium hydroxide, hydrated lime, or trisodium phosphate. Also, to prevent the powder from floating on the surface of mixing water, the aluminium may be premixed with sand or combined with other admixtures.
Curing is very important. If good curing practices and jointing are not followed, extensive drying shrinkage may result.