Fancy a Sandwich?
In this post I want to use the sandwich panel as an example to explain
some basic concepts about bending of structures. The explanations in this post
are kept very basic and are similar to a first semester course in structural
mechanics. Sandwich panels are an important composite structure in aerospace
applications as well as in high performance automobiles, boats and wind
turbines. Typically a sandwich panel is comprised of a low stiffness, low
density inner core enclosed by two stiff outer skins, as shown in Figure 1,
where the whole assembly is held together by some sort of structural adhesive
(Figure 2). The outer skins are typically made from stiff carbon fibre or
aerospace grade aluminium.

Fig. 1. A honeycomb carbon fibre sandwich panel (1)

Fig. 2. Sandwich panel components and construction
The inner core is typically a Nomex or
metal honeycomb, or an open or closed cell foam. Nomex is
an aramid polymer similar to Nylon that is flame-resistant and can be manufactured
in paper sheet form. Nomex is a great
choice for the interior of aircraft cabins such as the floor panels due to its
high safety in the event of fire. Multiple sheets of Nomex paper
can be placed on top of each other and glued together at the node locations by
lines of adhesive, which are offset spatially between different layers. This
large stack of Nomex can then be cut into
smaller strips and expanded to form a sheet of Nomex honeycomb.
Alternatively closed cell foams such as Rohacell®
are commonly used for the core, which are denser then there open cell
counterparts but prevent moisture ingress in service and have better mechanical
properties.

Fig. 3. Manufacture of a honeycomb sheet (2)
But what is the advantage of using a sandwich panel?
Various structures on an aeroplane are subjected to bending loads.
Essentially the bending of a beam or a plate, by say some sort of pressure
loading over its surface, is equivalent to grabbing the edges and applying a
moment or rotation. Under pure bending Engineer’s bending theory assumes that
the structure resists this moment by a linear variation of stress through its
thickness. Thus, the maximum stresses occur at the top and bottom surfaces, one
being compressive and the other tensile, while the stress at the middle of the
beam thickness is zero. This unstressed location is called the neutral axis.
For pure bending the neutral axis is always located at the centroid of the
cross-section (the mid-plane for a rectangular cross-section) and can be
calculated using the integral expression for the first moment of area.
Therefore we can see that that the structure balances the externally applied
bending moment by an internal force couple of equal magnitude
where the fulcrum of the couple is the location of the neutral axis.
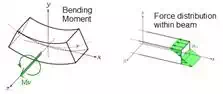
Fig. 4. Bending moment and internal stress distribution of
beam under pure bending (3)
However this linear variation of stress is not very efficient since the
cross-section of the beam is not uniformly stressed i.e. it would be more
efficient if the whole cross-section was constantly loaded by the average
stress to spread out the load. One method to improve the design is to cut-out
the material close to the neutral axis in order to reduce structural mass as
shown in Figure 5. Another possibility is to use a sandwich panel i.e. place
stronger material towards the outside where it is needed and replace the
interior section with a less dense and therefore lighter (and generally weaker)
material to save weight.

Fig. 5. Fuselage frame with flared holes (4)
A major advantage of the sandwich construction compared to the
flared hole design is that the core separates
the stiff outer skins, placing them as far as possible from the neutral axis.
The degree in which a structure prevents deflection in bending is known as the
bending rigidityEI, where E is the Young’s modulus or
stiffness of the material used and I is the second moment of
area. The second moment of area I, which is the bending resistance
of the cross-section, increases the more mass is located away from the neutral
axis. This is analogous to rotational motion where the inertia of rotation
increases the further away the rotating mass is located from the centre of
rotation. In fact, as the name “second moment of area” suggests, the bending
resistance increases with the square of the distance from the neutral axis.
Thus a sandwich panel moves two stiff skins (high values of E such
as Carbon fibre laminates) far away from the central neutral axis in order to
maximise the product EI and therefore create a structure of
incredibly high specific flexural stiffness i.e. high bending stiffness coupled
with minimum mass. The improvements of stiffness versus weight of a sandwich
panel by increasing the separation of the two face sheets is clearly
illustrated in Figure 6. Here the density of the face sheets is assumed to be
15 times higher than that of the core.

Fig. 6. Stiffess vs. weight comparison
for a sandwich panel
Apart from increasing the bending rigidity another advantage of using
sandwich panels is that it actually concentrates the direct bending stresses
(axial ![]() and
shear
and
shear ![]() ) in
the face sheets. This is because when a structure deforms the load always
distributes relative to the stiffness of the different parts. For example, when
two springs are aligned in parallel and fixed on one end by a support and are
displaced by the same extension x on the other end the load
taken by spring 1 will be twice as high as that by spring 2 if
) in
the face sheets. This is because when a structure deforms the load always
distributes relative to the stiffness of the different parts. For example, when
two springs are aligned in parallel and fixed on one end by a support and are
displaced by the same extension x on the other end the load
taken by spring 1 will be twice as high as that by spring 2 if ![]() .
.

Fig. 7. Two springs in parallel (5)
This is equivalent what happens to in a sandwich beam. Since the face
sheets have much higher Young’s modulii than
the low-density core, in bending the large majority of the direct bending loads
is actually taken by the face sheets. This
means that the stress distribution is no longer continuously linear through the
entire cross-section as for an isotropic material in Figure 4, but actually
piecewise linear and discontinuous at the interfaces. For example Figure 8
below clearly indicates how the variation of stress through the thickness of
the sandwich panel changes as the stiffness mismatch between the core and face
sheets is increased. As the modulus of the skins reaches 50 times that of the
core there is a large jump in bending stress from just over zero to about 2
MPa. Compared to the case of equal Young’s modulus this solution is much more
efficient since both the skins and the core are more uniformly stressed. The
limitation of this design is that the large discontinuity of bending stress at
the interface may cause excessive transverse shear stresses at the interface
that can literally pull the face skins away from the core and cause de-bonding
of the two parts. This is why it is important to use a core with high transverse
shear modulus and strength such as honeycomb to absorb these transverse shear
loads. Furthermore, the core transverse shear strength is important for
resisting point or distributed pressure loadings over the surface of the face
sheets and give local support for fasteners.

Fig. 8.
In-plane stress profile through the thickness of a sandwich panel for various
ratios of core-to-face sheet Young’s modulus
Of course there are also many drawbacks of using sandwich panels. For
example when using honeycomb cores it is very hard to form complex curved
shapes using the standard hexagonal matrix shape. This is because honeycomb has
very high values of Poisson’s ratio such that the anti-clastic curvature
effects in bending are quite pronounced. This means that when the honeycomb is
bent to adhere to a certain shape it will form opposite curvature in the
perpendicular direction to form a saddle shape. During in service bending
deformation this will also cause the centre of the core to want to pull away
from the face sheets again leading to excessive transverse shear and normal
stresses at the interface and possible de-bonding of the core and face sheets.
In fact de-bonding may also occur due to impact events or slow moisture ingress
into the open cell honeycomb structure during service. Furthermore, when not
properly designed honeycomb cores may collapse under the external pressure
loading when the sandwich panel is cured in the high-temperature and pressure
oven known as an Autoclave. Some of these drawbacks can be overcome by using
closed-cell forms such as Rohacell®, which have
lower degrees of anti-clastic curvature and, being “closed-cell”, greatly
reduce the danger of water ingress into the core. The drawback of these foams
is that there intrinsic higher density makes them heavier than the equivalent
honeycomb solution. Alternatively, different cellular core configurations other
than honeycomb such as Flex-core, rectangular and square may be used to reduce
the anti-clastic curvature problem.

Fig. 9. Different cellular core styles
In metal construction the analogy to the sandwich beam is the I-beam
seen in many civil constructions. Here the two flanges are located away from
the neutral axis by the vertical web section. The difference in this design is
that the vertical web section does also take considerable direct in-plane loads
since it is of the same material and therefore stiffness as the two flanges.
However, I-beams are much more cost-effective than sandwich beams since they
can be easily mass-produced and do not suffer difficulties such as debonding between the face sheets and the core.
In summary a sandwich comprises,
● two stiff and lightweight face sheets that predominantly take in-plane
stresses and shear loads
● a low-density core that takes transverse shear loads, separates the face
sheets for high bending rigidity, supports the face sheets against buckling modes
forming and can give local support for fastener loads
● an adhesive
holding the entire assembly together which transfer shear loads to the core and
keeps the skins in the correct location.