WIND TUNNEL CONSTRUCTION
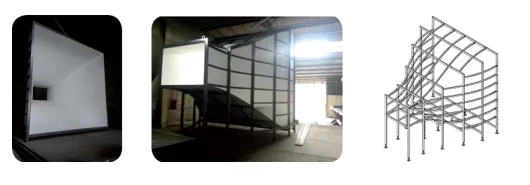
This section describes some details about the construction of this specific wind tunnel. As a design's decision, the wind tunnel parts were chosen to be like an aircraft fuselage. The structure has main spars and ribs made of steel and covered by a skin of naval wood, treated for humidity and having a high level of surface finishing, by employing an 18-mm medium density fiberboard (MDF) for the panels to cover the sides of sections. The welding method adopted was the metal inert gas (MIG) with 2 mm width. Figure 21 illustrates an example of one of the wind tunnel sections (smaller diffuser) designed according to this procedure. By using this type of structure, it is expected a long durability for the equipment also helping in other issues such vibration, regularity of internal surfaces, refurbishment of some specific parts among other aspects.
Figure 21 Wind tunnel construction like an aircraft's fuselage - smaller diffuser.
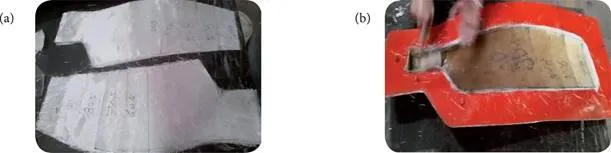
During the process of construction, the smaller diffuser (Fig. 22a) was the first part built, considering its simplicity. The small steel connection parts were cut by water-jet, allowing a great precision and delivering a good quality to the wind tunnel. The material used for all the structural parts of the tunnel, including the referred one, was the SAE1020 Steel with bars of 50 × 100 mm. The junction between wood panels has been sealed with plastic resign to avoid gaps and steps. In Fig. 22b, it is possible to see the high quality of the internal surface. This procedure has been extended for the construction of all other sections of the tunnel.
Figure 22 (a) Smaller diffuser; (b) Internal fi nishing details.
The test section was the second part constructed, and a special attention was given to fix the MDF's panel on the main structure by using polyvinyl chloride (PVC) glue that has a rubber base. By making this procedure, the vibration transferred to the wood panel was reduced, contributing to keep the flow laminar. In addition, each wood panel was screwed in the spars and ribs throughout the whole section. Internally, each screw was covered with plastic resign to meet the surface finishing requirements. To avoid slots at the upper and lower corners (connection between the side wall panels) in all the connections it was used a composite based on PVC to seal the tunnel. As requirement, the test section has a polycarbonate door (transparent) hinged on three points and automatically actuated by an electric motor. An additional simple door was placed at the end of the test section to make easy the access into this chamber every time is needed. Figure 23 shows some details of the test section construction.
Figure 23 Test section details.
The most complex part to be built was the contraction. Since the contraction curves assume a prescribed curvature function, the placing of the Naval MDF's took around 4 weeks. Bending the wood panels without distortions require time, caution and work skill of a good carpenter. The contraction part is shown in Fig. 24.
Figure 24 Contr action section (details of construction).
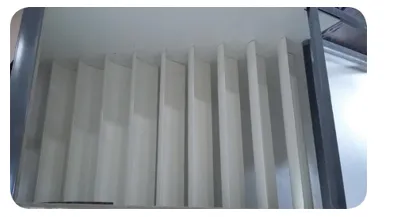
Other sections that deserved especial attention were the corners; they were built as one piece connected by the middle part between them (connectors), 2 parts in total (C1, C2, C3 and C4 connections). A correct design of this part is quite important to impose a better flow control for bending it at 90°. It was possible to achieve a better strength and dimensional control with metal structure and wood panel. As cited before, it was used additional flow control by using corner turning vanes placed rightly to direct the flow. The material of the turning vanes is mainly fiberglass, to have good surface finishing and light weight. Sets of turning vanes were placed at both small corners (just after the section test) and at the big corners (after the long diffuser).
The corners C3 and C4 (after the big diffuser) and the profile of the turning vanes are shown in Fig. 25. The corner vanes are depicted in Fig. 26 inserted in the corner C1. Each corner vane could be adjusted manually, by moving them around the main axis to achieve different attack angles to better control the flow at the bend. As mentioned before, this wind tunnel section is quite important to the flow uniformity in the test section.
Figure 25 (a) Corners C3 and C4 without the turning vanes; (b) Turning vane profile.
Figure 26 Turning-vanes mounted in the corner C1.
The drive system was the main concern during the design phase and later in the construction process, since it is the "heart" of the wind tunnel. According to the required power, the electrical engine weighted around 2 tons (2,000 kg) and required special attention to install it. To avoid large vibration transmission through the tunnel, when starting the engine and at higher velocities of operation, the engine was completely segregated by using a pyramidal support. For helping the flow quality across the pumping chamber, an aerodynamic fairing to the electrical engine was conceived, which associated to the pusher configuration, could help to increase the velocity inside the test section. Additionally, to remove the swirl from the blades in operation, stator-vanes were included just in front of the propeller disk. Figures 27a, 27b and 27c show the pyramidal support with the electric motor installed on it, the drive system section, and the cowling for the engine, respectively. In this figure, it is possible to see the engine intake that will get some amount of air from the main flow to cool down the engine. Also, to keep the air temperature inside the wind tunnel constant during all operational velocities, a cooling system is coupled with the engine nacelle which removes heated air inside the engine cavity due to the electrical dissipation and due to the close-circuit energy buildup. An additional 4 hp electrical engine is used to suck the air and to threw it away to the environment (Fig. 28).
Figure 27 (a) Engine support; (b) Drive system section; (c) Engine fairing.
Figure 28 Cooling system to extract hot air inside the engine cavity.
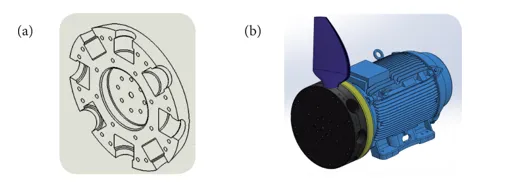
The drive system also comprises a hub with 8 fan blades made of composite material (fiberglass) for propelling the air. This set of blades is pitch adjustable by means of mechanical action in the hub. The hub itself can be screwed off delivering rotational motion for each blade that could be adjusted by using a tool to correct the attack angle. Figure 29 shows a sketch of this hub configuration. The adjustment of the pitch allows the engine to operate at safely margins minimizing the operational and maintenance costs during work life of this wind tunnel. The drive system is completely accessible via a maintenance door and the engine could be rapidly removed from this section if necessary. As mentioned in the design section, the blades were designed through the Blade Element Theory for achieving efficiency of order 90% throughout the operational envelope of this wind tunnel (Almeida et al. 2016).
Figure 29 Blades pitch adjustable in the hub, (a) Part of the main hub; (b) Main hub assembly.
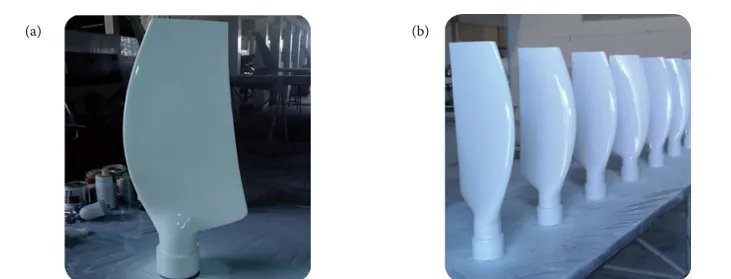
The blade manufacturing process was kept simple and efficient by using fiberglass lamination. The lower surface lamination was made separately from the upper surface, so that each of these processes required a different mold. Five layers of fiber glass and blanket were employed, each of these layers with lengths ranging from 100% of the form length, decreasing 10% to reach 60% of its total size. When the upper and lower surfaces were rolled, twisted yarns and small wood components were applied to improve the blade's structure. The whole set was then glued and assembled with screws fixing the forms for the drying process (Fig. 30). After this stage, the forms were detached so that the process of finishing and painting of the blades was performed, completing its manufacture. Figures 31 and 32 show the 8 finished blades of composite material and the view of the blades assembled in the engine, respectively.
Figure 30 (a) Fiberglass and blanket for blades manufacturing; (b) Lamination process in form.
Figure 31 (a) Finished blade; (b) Blades set.
Figure 32 (a) Blades-engine set front view; (b) Blades-engine set back view.
Finally, it is important to emphasize that all the structure steel parts of the tunnel were coated with anti-corrosion paint to have a higher durability. The wood panels were cleaned off and sealed after the construction. No "bumps" and/or surface deviation were allowable for the whole wind tunnel sections. Figure 33 illustrates the final wind tunnel completely assembled and ready for the initial tests and qualification. The whole wind tunnel construction took around 12 months with all parts being under quality inspection weekly. Any deviations from tolerances where adjusted during the fabrication process and/or even rebuild to achieve the requirements.
Figure 33 Panoramic view of the wind tunnel.